


Заводы стеллитового сплава 6 кастинг
Стеллитовые сплавы – это не просто современный материал, это целая область знаний и технологий. Часто, при поиске поставщиков, сталкиваешься с огромным количеством предложений, обещая идеальное качество и низкую цену. Но за красивыми цифрами и громкими заявлениями скрывается реальная сложность производства. Мы поговорим о литье стеллитовых сплавов 6, разберем типичные ошибки и посмотрим, какие факторы действительно влияют на конечный результат. Это не теоретический обзор, а опыт, накопленный в процессе работы с разными предприятиями и сплавами.
Обзор: Мифы и реальность в производстве стеллитовых сплавов
Многие начинающие клиенты считают, что литье стеллитовых сплавов – это достаточно простой процесс, если есть подходящее оборудование. На самом деле, это требует глубокого понимания термомеханических свойств материала, точного контроля температуры и давления, а также опыта работы с дорогостоящим оборудованием. Попытки сэкономить на этих аспектах часто приводят к браку, низкой износостойкости деталей и, в конечном итоге, к убыткам.
Проблема часто кроется в несоответствии между теоретическими данными и реальными условиями производства. Стеллитовые сплавы – это очень чувствительный материал, и небольшие отклонения в процессе литья могут существенно повлиять на его характеристики. Например, неправильный подбор температуры охлаждения может привести к образованию трещин или снижению твердости.
Кроме того, не стоит забывать о чистоте сырья и технологического оборудования. Любые примеси могут негативно повлиять на свойства конечного продукта. Использование устаревшего или неисправного оборудования также может привести к серьезным проблемам. Все это, конечно, стоит учитывать, но не всегда учитывается.
Проблемы с терморегуляцией при литье
Одним из наиболее распространенных вызовов является обеспечение точной и равномерной терморегуляции в процессе литья. Стеллитовые сплавы имеют высокую теплопроводность и склонны к термическим напряжениям. Если температура металла в процессе затвердевания неравномерна, это может привести к образованию трещин и деформаций.
Мы сталкивались с ситуацией, когда на предприятии не уделялось должного внимания охлаждению стеллата. В результате, детали получались с множеством микротрещин, которые существенно снижали их прочность. Это стоило клиенту значительных финансовых потерь, так как деталь не соответствовала техническим требованиям.
Решение этой проблемы – это использование современных систем охлаждения, позволяющих равномерно распределять тепло и контролировать скорость затвердевания металла. Важно также правильно подобрать охлаждающую жидкость и регулировать ее температуру.
Влияние состава сплава на процесс литья
Состав стеллитового сплава 6 играет ключевую роль в процессе литья. Различные компоненты сплава имеют разную температуру плавления и разные свойства затвердевания. Это может повлиять на текучесть металла, скорость затвердевания и образование дефектов.
Неправильный подбор состава сплава для конкретного метода литья может привести к серьезным проблемам. Например, слишком высокая вязкость металла может затруднить его заполнение формы, а слишком быстрая скорость затвердевания может привести к образованию трещин.
При работе с стеллитовыми сплавами, особенно с литьем стеллитовых сплавов 6, необходимо тщательно анализировать состав сплава и подбирать оптимальные параметры процесса литья. Это может потребовать проведения дополнительных исследований и экспериментов.
Примеры из практики: Успехи и неудачи
В нашей практике был случай, когда компания, специализирующаяся на производстве деталей для аэрокосмической отрасли, столкнулась с проблемами при литье стеллитовых сплавов. Их поставщик, не обладавший достаточным опытом, использовал устаревшее оборудование и не контролировал параметры процесса литья. В результате, детали получались с дефектами, которые не соответствовали требованиям. Это привело к задержке производства и финансовым потерям.
Мы помогли компании найти нового поставщика, который обладал необходимым опытом и оборудованием. После внедрения новых технологий и оптимизации параметров процесса литья, качество деталей значительно улучшилось, и компания смогла возобновить производство.
Другой пример – работа с предприятием, специализирующимся на производстве деталей для нефтегазовой отрасли. Они столкнулись с проблемой образования трещин при литье стеллитовых сплавов большого размера. Мы предложили им использовать метод холодной вытяжки для уменьшения термических напряжений и предотвращения образования трещин. Этот метод оказался очень эффективным, и компания смогла успешно производить детали больших размеров.
Поиск надежного поставщика: ключевые критерии
При выборе поставщика стеллитовых сплавов, особенно если речь идет о литье стеллитовых сплавов 6, необходимо учитывать несколько ключевых критериев. Прежде всего, это опыт и квалификация поставщика, наличие современного оборудования и системы контроля качества. Также важно учитывать репутацию поставщика на рынке и наличие положительных отзывов от других клиентов.
Важно не только выбирать поставщика, но и строить с ним долгосрочные партнерские отношения. Это позволит вам получить доступ к экспертным знаниям и получить поддержку в решении сложных технических задач. Мы рекомендуем проводить регулярные аудиты поставщиков и контролировать качество поставляемых материалов.
Перспективы развития технологии литья стеллитовых сплавов
Технология литья стеллитовых сплавов постоянно развивается. В настоящее время ведутся разработки новых методов литья, таких как литье под давлением и литье в тигли. Эти методы позволяют производить детали с более сложной геометрией и с более высокой точностью.
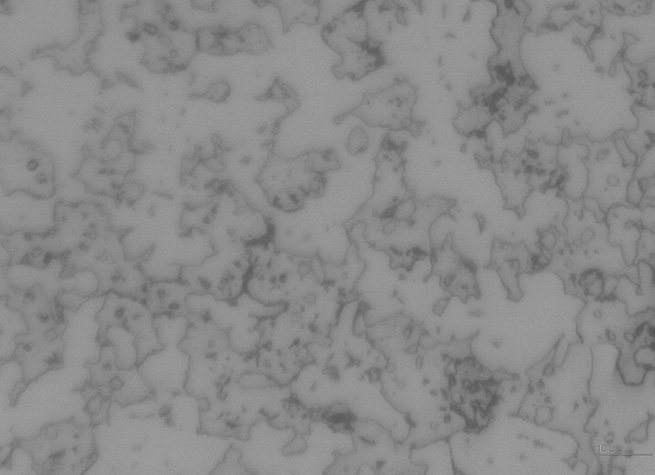
Также активно развиваются методы контроля качества, такие как неразрушающий контроль и микроскопический анализ. Эти методы позволяют выявлять дефекты деталей на ранних стадиях производства и предотвращать их попадание в готовый продукт.
В будущем, мы ожидаем, что технология литья стеллитовых сплавов станет еще более эффективной и доступной. Это позволит расширить область применения стеллитовых сплавов и снизить стоимость производства деталей.
Компания Shenyang TOP New Material Co., Ltd, как производитель сплавов на основе кобальта и металлокерамики, активно следит за развитием данной технологии и предлагает своим клиентам широкий спектр услуг, связанных с литьем стеллитовых сплавов. Мы всегда готовы оказать консультационную поддержку и помочь вам выбрать оптимальное решение для вашей задачи. Вы можете связаться с нами через наш сайт: https://www.sytop.ru.
Типичные проблемы и как их избежать при литье стеллитовых сплавов 6
Итак, давайте еще раз пробежимся по наиболее распространенным проблемам при литье стеллитовых сплавов 6 и подумаем, как их можно избежать. Как мы уже говорили, терморегуляция – это критически важный фактор. Поэтому, стоит обратить внимание на точность контроля температуры и скорости охлаждения. Использование компьютерного моделирования поможет оптимизировать процесс и избежать образования трещин.
Также важно учитывать чистоту сырья. Любые примеси могут существенно снизить прочность и износостойкость детали. Поэтому, необходимо использовать только высококачественное сырье и следить за чистотой технологического оборудования. Не стоит недооценивать роль подготовки формы - ее необходимо тщательно очистить и обработать, чтобы избежать прилипания металла. Помните, даже незначительная деталь может решить исход всего процесса.
Не забывайте про контроль качества на всех этапах производства. Регулярное проведение визуального контроля и неразрушающего контроля позволит своевременно выявлять дефекты и предотвращать их попадание в готовый продукт. Инвестиции в качественный контроль - это инвестиции в надежность и долговечность вашей продукции. Лучше потратить время и ресурсы на профилактику, чем потом исправлять ошибки.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Стеллит 25
Стеллит 25 -
 Деревообрабатывающая промышленность
Деревообрабатывающая промышленность -
 Спиннер
Спиннер -
 Сварочные прутки из стеллит
Сварочные прутки из стеллит -
 Электротехническая промышленность
Электротехническая промышленность -
 Втулки, используемые в линиях цинкования
Втулки, используемые в линиях цинкования -
 Нож подводного гранулятора
Нож подводного гранулятора -
 Стержни из сплава Стеллит
Стержни из сплава Стеллит -
 Медная отжимная пресс-форма и алюминиевая отжимная пресс-форма
Медная отжимная пресс-форма и алюминиевая отжимная пресс-форма -
 Лист из сплава Стеллит
Лист из сплава Стеллит -
 Сталелитейная промышленность
Сталелитейная промышленность -
 Нефтегазовая промышленность
Нефтегазовая промышленность
Связанный поиск
Связанный поиск- Сварка Стеллит рядом со мной
- ЕДИНАЯ СИСТЕМА НУМЕРАЦИИ W73031
- дешевые что такое стеллит материал
- Изнашиваемая подкладка
- сердцевина экструзионных штампов
- Генерация Обработка Стеллит Мандибула 3 Зубы
- Лесное хозяйство и древесина
- дешевые вольфрама хромокобальтовый сплав 21 сварки
- Дешевые стеллит 6 сварочный стержень 1.2 мм
- стеллит 6 износостойкость








