Завод стеллитового сплава 6 травитель
Многие считают, что выбор травителя для **стеллитового сплава 6** – это тривиальная задача, вроде как 'взял что дали'. На деле же, это критически важный этап, от которого напрямую зависит качество поверхности, стойкость к коррозии и, в конечном итоге, срок службы изделия. Понимаю, что на первый взгляд это просто химический процесс, но с опытом приходит понимание, что здесь множество нюансов, которые не всегда отражены в технической документации. Я уже неоднократно сталкивался с ситуациями, когда 'правильный' травитель приводил к желаемому результату, а 'почти правильный' – к дефектам, требующим дорогостоящей переработки.
Основная задача травителя для стеллита
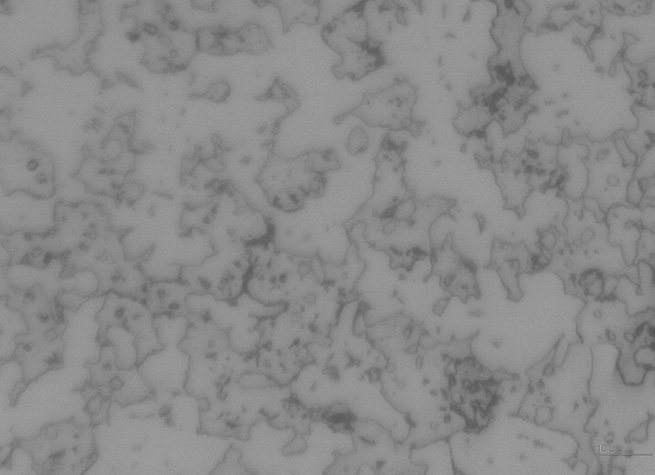
Прежде всего, важно понимать, что травитель для **стеллитового сплава 6** не просто 'очищает' поверхность. Он создает микрорельеф, который влияет на адгезию последующих покрытий, улучшает смазывающие свойства и, в определенной степени, повышает коррозионную стойкость. Идеальный травитель должен обеспечивать равномерное и контролируемое удаление материала, без образования царапин, выбоин и других дефектов.
В общем случае, процесс травления подразумевает химическое растворение поверхностных слоев сплава. Эффективность этого процесса зависит от множества факторов: концентрации травителя, температуры, времени выдержки, а также от состава сплава, его микроструктуры и предварительной обработки поверхности. Просто взять самый агрессивный травитель – это, как правило, верный путь к неудаче.
Какие травители обычно используются и что важно учитывать
Чаще всего для травления **стеллитового сплава 6** используют смеси на основе фтористого водорода (HF), хромовой кислоты (H2CrO4) или их комбинаций. HF – очень агрессивный травитель, требующий особой осторожности при работе. Хромовая кислота менее агрессивна, но может оставлять остатки хрома, что нежелательно для некоторых применений. Иногда используют и органические травители, но их эффективность, как правило, ниже.
Ключевым моментом является контроль концентрации травителя и температуры. Слишком высокая концентрация или температура может привести к чрезмерному травлению и изменению микроструктуры сплава. Слишком низкая концентрация или температура – к медленному и неравномерному травлению. Оптимальные параметры зависят от конкретного состава сплава и требуемой степени травления.
Я как-то работал над проектом, где использовался слишком концентрированный раствор HF. В результате, поверхность сплава получилась сильно деформированной, с образованием микротрещин. Пришлось перерабатывать всю партию деталей, что значительно увеличило стоимость производства. Поэтому всегда начинайте с минимально необходимой концентрации и постепенно увеличивайте ее, контролируя результат.
Смеси на основе HF: особенности и предосторожности
Использование травителей на основе HF требует соблюдения строжайших мер безопасности. HF очень токсичен и может вызвать серьезные ожоги кожи и глаз. Необходимы специальная защитная одежда, перчатки, очки и вытяжная вентиляция. Также важно знать, что HF реагирует с некоторыми материалами, например, с некоторыми видами пластиков и резины.
При работе с HF необходимо тщательно контролировать процесс травления и регулярно проверять концентрацию раствора. После травления поверхность сплава необходимо тщательно промыть водой и нейтрализовать остатки HF.
Альтернативные травители: плюсы и минусы
В некоторых случаях можно использовать альтернативные травители, например, на основе азотной или серной кислоты. Эти травители менее агрессивны, но могут требовать более длительного времени выдержки и более высокой температуры. Кроме того, они могут оставлять на поверхности сплава остатки кислот, которые необходимо удалять.
Важно помнить, что выбор травителя – это всегда компромисс между эффективностью, безопасностью и стоимостью. Нет универсального решения, подходящего для всех случаев. Необходим тщательный анализ конкретной ситуации и экспериментальная проверка различных вариантов.
Практические рекомендации
Перед началом травления рекомендуется провести предварительную очистку поверхности сплава от загрязнений и масел. Это улучшит равномерность травления и снизит риск образования дефектов.
Важно контролировать температуру травильного раствора. Слишком высокая температура может привести к чрезмерному травлению, а слишком низкая – к медленному и неравномерному травлению.
После травления поверхность сплава необходимо тщательно промыть водой и нейтрализовать остатки травителя. Это предотвратит коррозию и улучшит адгезию последующих покрытий.
Наблюдения за процессом
Я всегда стараюсь визуально контролировать процесс травления. Обращаю внимание на скорость растворения материала, равномерность травления, а также на наличие каких-либо дефектов на поверхности. Это позволяет вовремя скорректировать параметры процесса и избежать проблем.
Пример из практики Shenyang TOP New Material Co., Ltd.
Недавно у нас был заказ на травление партии **стеллитовых сплавов 6** для изготовления деталей редуктора. Изначально заказчик предлагал использовать стандартный раствор хромовой кислоты. Однако, после проведения небольших тестов мы пришли к выводу, что такой раствор оставляет на поверхности сплава нежелательный слой хрома, что негативно влияет на смазывающие свойства. Мы предложили использовать специальный травитель на основе HF в сочетании с добавками, которые снижают его агрессивность. После нескольких итераций тестирования, мы нашли оптимальные параметры травления, которые обеспечили желаемую степень травления и отсутствие остатков хрома. Заказчик был очень доволен результатом.
Выводы
Травление **стеллитового сплава 6** – это сложный и ответственный процесс, требующий опыта и знаний. Не стоит полагаться на общие рекомендации. Необходимо учитывать состав сплава, микроструктуру, требуемую степень травления и особенности используемого травителя. Всегда начинайте с минимально необходимой концентрации травителя и постепенно увеличивайте ее, контролируя результат. И, конечно, соблюдайте строжайшие меры безопасности при работе с агрессивными травителями. Помните, от качества травления напрямую зависит срок службы изделия.
Мы в Shenyang TOP New Material Co., Ltd. обладаем богатым опытом в области производства и травления сплавов. Если у вас возникнут вопросы или потребуется помощь в выборе травителя, обращайтесь к нам. Наш эксперт поможет вам подобрать оптимальное решение для вашей задачи.
Соответствующая продукция
Соответствующая продукция