Как сварить производители стеллитового сплава 6
Стеллитовый сплав 6 – штучный материал. О нем часто говорят, как о чем-то просто 'свариваемом', но это сильно упрощение. Многие, особенно новички в этой области, подходят к процессу со слишком наивными представлениями. Потому что, с одной стороны, сварка – это, конечно, технологический процесс, а с другой – речь идет о соединении двух сложных материалов, каждый из которых имеет свои особенности, а при нагреве – свои нелинейные реакции. Мы часто сталкиваемся с проблемами, которые нельзя решить просто повышением тока или заменой электродов. Вопрос не только в том, 'как приложить электроды', а в том, 'как понять, как сплав будет вести себя под воздействием высоких температур и как этого добиться стабильно?'.
Сложность термической обработки и подбора сварочных параметров
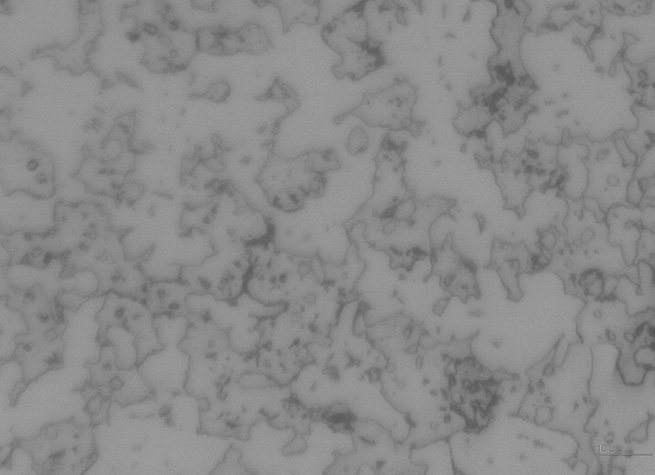
Стеллитовые сплавы, в силу своей природы, довольно чувствительны к термическому воздействию. У них высокий коэффициент теплового расширения и склонность к образованию трещин при быстром охлаждении. Именно поэтому, подбор режимов сварки – это критически важный этап. Важно не только подобрать подходящий сварочный ток и напряжение, но и контролировать скорость охлаждения после сварки. Если допустить слишком резкое снижение температуры, можно разрушить структуру сплава, ухудшив его свойства. У нас в Shenyang TOP New Material Co., Ltd. мы постоянно работаем над оптимизацией режимов сварки для конкретных серий, исходя из результатов испытаний.
Часто возникает недопонимание в отношении электродов. Не все электроды подходят для сплавов на основе кобальта и металлокерамики. Некоторые электроды могут приводить к образованию нежелательных включений, снижать коррозионную стойкость или ухудшать механические свойства соединения. Мы тщательно тестируем различные типы электродов, чтобы найти оптимальный вариант для каждой конкретной задачи. Например, при сварке стеллитовых сплавов с высокой прочностью, мы часто используем специальные электроды на основе никеля с добавками хрома и молибдена, чтобы обеспечить хорошее сваривание и минимальное влияние на структуру сплава.
Проблемы с локальным перегревом и усадка металла
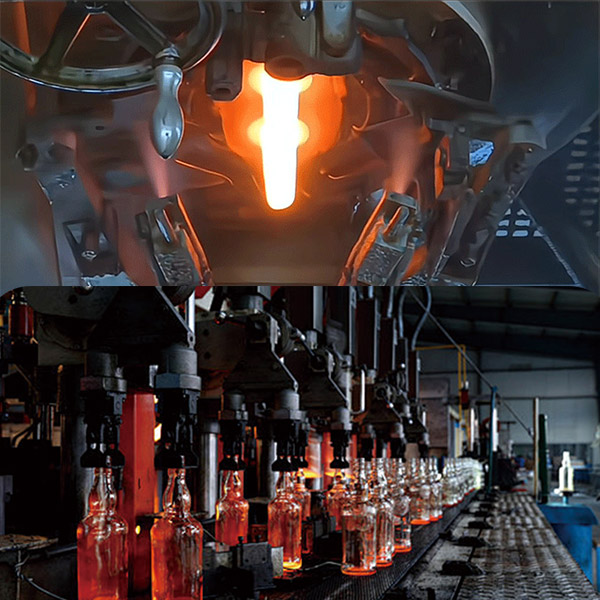
Еще одна проблема, с которой мы сталкиваемся – это локальный перегрев металла в зоне сварки. Стеллиты, особенно толстые, имеют высокую теплоемкость, и если недостаточно эффективно отводить тепло, может возникнуть локальное перегрев, что приведет к деформациям и трещинам. Использование специальных методов охлаждения (например, продувка аргоном) и регулирование скорости сварки позволяют минимизировать эту проблему. Мы применяем плазменную сварку для тонких деталей и TIG-сварку (GTAW) для более сложных конструкций, чтобы обеспечить точный контроль над процессом нагрева и охлаждения.
Усадка металла при охлаждении также является важным фактором. Неравномерная усадка может привести к появлению остаточных напряжений в соединении, что снижает его прочность и надежность. Чтобы избежать этого, мы используем специальные приемы, такие как предварительное нагревание детали и контролируемое охлаждение. Например, для крупных деталей мы применяем периодическое нагревание и охлаждение, чтобы обеспечить равномерную усадку металла.
Особенности подготовки к сварке и очистка поверхности
Подготовка к сварке стеллитовых сплавов – это еще один важный этап, который часто недооценивают. Поверхность детали должна быть тщательно очищена от загрязнений, таких как масло, смазка, ржавчина и окалина. Загрязнения могут приводить к образованию дефектов в сварном соединении, таких как пористость и трещины. Мы используем различные методы очистки, включая механическую обработку (шлифовка, пескоструйная обработка) и химическую очистку.
Особое внимание уделяется удалению оксидной пленки, которая образуется на поверхности кобальтовых сплавов при нагревании. Оксидная пленка может затруднять формирование качественного сварного шва и снижать его прочность. Для удаления оксидной пленки мы используем специальные химические растворы и электрохимические методы.
Различные виды дефектов и методы их устранения
Несмотря на все предосторожности, при сварке стеллитовых сплавов могут возникать различные дефекты, такие как пористость, трещины, включения и недостаточность проплавления. При возникновении дефектов мы применяем различные методы их устранения, в том числе: рефибрение, ультразвуковую обработку и лазерную сварку.
Например, при обнаружении трещины в сварном соединении, мы можем использовать ультразвуковую обработку для ее устранения. Ультразвуковая обработка позволяет разрушить и удалить трещину, восстановив прочность и целостность соединения. В случае пористости, мы используем специальную технологию рефибрения, которая позволяет заполнить поры металлическим материалом, улучшив качество сварного шва.
Примеры из практики – успешные и неудачные опыты
Несколько лет назад мы сталкивались с проблемой при сварке толстостенных стеллитовых труб. Проблема заключалась в образовании трещин в зоне сварки. Мы несколько раз меняли режимы сварки и электроды, но проблема не решалась. После тщательного анализа, мы выяснили, что причиной трещин является слишком высокая скорость охлаждения металла. Мы внедрили более медленный процесс охлаждения с использованием специального охлаждающего раствора, что позволило устранить трещины и обеспечить качественное сварное соединение.
Бывали случаи, когда мы неудачно пытались сваривать стеллиты с использованием слишком агрессивных сварочных параметров. Это приводило к образованию включений и ухудшению механических свойств соединения. В этих случаях приходилось разрушать сварной шов и начинать сварку заново. Это дорогостоящий процесс, поэтому мы стараемся избегать таких ситуаций, тщательно подбирая режимы сварки и используя качественные материалы.
Контроль качества и лабораторные испытания
После завершения сварки, сварные соединения стеллитовых сплавов подвергаются тщательному контролю качества. Мы используем различные методы контроля, включая визуальный осмотр, ультразвуковой контроль и рентгеновский контроль. Для оценки механических свойств сварных соединений мы проводим лабораторные испытания на растяжение, ударную вязкость и твердость.
Результаты лабораторных испытаний используются для подтверждения качества сварных соединений и обеспечения их соответствия требованиям заказчика. Мы всегда стремимся к тому, чтобы наши сварные соединения соответствовали самым высоким стандартам качества и надежности. В нашей компании, Shenyang TOP New Material Co., Ltd., качество – это не просто красивая фраза, а основа нашей работы.
Будущее сварочных технологий для стеллитовых сплавов
Сварка стеллитовых сплавов – это сложная и многогранная задача, требующая глубоких знаний и опыта. Мы постоянно работаем над совершенствованием сварочных технологий для сплавов на основе кобальта и металлокерамики, чтобы обеспечить нашим клиентам наилучшее качество и надежность.
В будущем мы планируем внедрять новые технологии, такие как лазерная сварка и электронно-лучевая сварка, которые позволят нам создавать более качественные и надежные сварные соединения. Мы также будем продолжать разрабатывать новые методы контроля качества, чтобы обеспечить соответствие наших сварных соединений самым высоким требованиям.
Соответствующая продукция
Соответствующая продукция