


Наплавка Стеллит 6
Наплавка стеллитом 6 – это процесс нанесения износостойкого сплава стеллита марки 6 на поверхность детали для повышения ее твердости, коррозионной стойкости и износостойкости. Данный метод широко применяется для восстановления и упрочнения деталей, подверженных интенсивному износу, трению и воздействию агрессивных сред. Эта технология особенно эффективна для деталей, работающих в условиях высоких температур и давлений. Shenyang TOP New Material Co., Ltd специализируется на производстве высококачественных стеллитовых сплавов для различных применений.
Что такое стеллит?
Стеллит – это группа кобальтовых сплавов, обладающих уникальным сочетанием свойств: высокой твердостью, коррозионной стойкостью, износостойкостью и жаропрочностью. Основными легирующими элементами стеллита являются хром, вольфрам и углерод. Различные марки стеллита отличаются по составу и, соответственно, по своим свойствам.
Основные марки стеллита
Существует несколько основных марок стеллита, каждая из которых обладает своими уникальными характеристиками и применяется в различных областях:
- Стеллит 1: Обладает высокой коррозионной стойкостью.
- Стеллит 6: Самая распространенная марка, отличающаяся хорошим сочетанием твердости, износостойкости и коррозионной стойкости. Именно поэтому наплавка стеллитом 6 – наиболее востребованная технология.
- Стеллит 12: Обладает повышенной твердостью и износостойкостью по сравнению со стеллитом 6.
- Стеллит 21: Характеризуется высокой жаропрочностью и сопротивлением окислению при высоких температурах.
Преимущества наплавки стеллитом
Наплавка стеллитом обеспечивает ряд существенных преимуществ:
- Повышение износостойкости: Наплавленный слой стеллита значительно увеличивает срок службы деталей, работающих в условиях интенсивного износа.
- Улучшение коррозионной стойкости: Стеллит устойчив к воздействию многих агрессивных сред, что позволяет применять его для защиты деталей от коррозии.
- Увеличение твердости: Наплавленный слой обладает высокой твердостью, что повышает сопротивление деталей к деформации и разрушению.
- Восстановление изношенных деталей: Наплавка позволяет восстанавливать изношенные детали, возвращая им первоначальные характеристики и продлевая срок службы.
- Экономическая выгода: Восстановление деталей методом наплавки зачастую оказывается дешевле, чем изготовление новых.
Технологии наплавки стеллитом
Существует несколько технологий наплавки стеллитом, каждая из которых имеет свои особенности и применяется в зависимости от требований к качеству покрытия и типа детали:
- Ручная дуговая сварка (РДС): Наиболее простой и доступный метод, но требует высокой квалификации сварщика.
- Полуавтоматическая сварка плавящимся электродом (MIG/MAG): Обеспечивает более высокую производительность и качество покрытия по сравнению с РДС.
- Автоматическая сварка под флюсом (SAW): Применяется для наплавки больших поверхностей с высокой производительностью и качеством.
- Плазменная наплавка (PTA): Обеспечивает высокую точность и качество покрытия, а также минимальное перемешивание основного металла с наплавленным.
- Лазерная наплавка (LA): Самый современный и высокоточный метод, обеспечивающий минимальную зону термического влияния и возможность наплавки сложных геометрий.
Области применения наплавки стеллитом
Наплавка стеллитом широко применяется в различных отраслях промышленности:
- Нефтегазовая промышленность: Клапаны, седла клапанов, буровые инструменты.
- Энергетика: Лопатки турбин, детали паровых котлов, арматура.
- Химическая промышленность: Насосы, мешалки, реакторы.
- Металлургия: Валки прокатных станов, штампы, пресс-формы.
- Авиационная промышленность: Детали двигателей, элементы шасси.
Выбор стеллита для наплавки
При выборе стеллита для наплавки необходимо учитывать следующие факторы:
- Условия эксплуатации детали (температура, давление, агрессивная среда).
- Тип износа (абразивный, адгезионный, эрозионный).
- Требования к твердости и коррозионной стойкости покрытия.
- Технология наплавки.
Для большинства применений оптимальным выбором является наплавка стеллитом 6, так как этот сплав обладает хорошим сочетанием свойств и подходит для широкого спектра условий эксплуатации. Более подробную информацию о сплавах стеллита, предлагаемых Shenyang TOP New Material Co., Ltd, вы можете найти на сайте компании.
Параметры наплавки стеллитом 6
Параметры наплавки стеллитом 6 зависят от выбранной технологии и типа детали. Ниже представлена таблица с ориентировочными параметрами для различных методов наплавки:
| Метод наплавки | Ток, А | Напряжение, В | Скорость наплавки, м/ч |
|---|---|---|---|
| Ручная дуговая сварка (РДС) | 120-180 | 22-26 | 0.1-0.2 |
| Полуавтоматическая сварка (MIG/MAG) | 180-250 | 24-28 | 0.2-0.4 |
| Плазменная наплавка (PTA) | 80-120 | 30-40 | 0.1-0.3 |
Примечание: Параметры могут варьироваться в зависимости от конкретного оборудования и условий наплавки.
Контроль качества наплавки стеллитом
Для обеспечения высокого качества наплавки стеллитом необходимо проводить контроль на различных этапах процесса:
- Визуальный контроль: Оценка внешнего вида покрытия на наличие дефектов (трещин, пор, непроваров).
- Измерение твердости: Определение твердости наплавленного слоя с помощью твердомера.
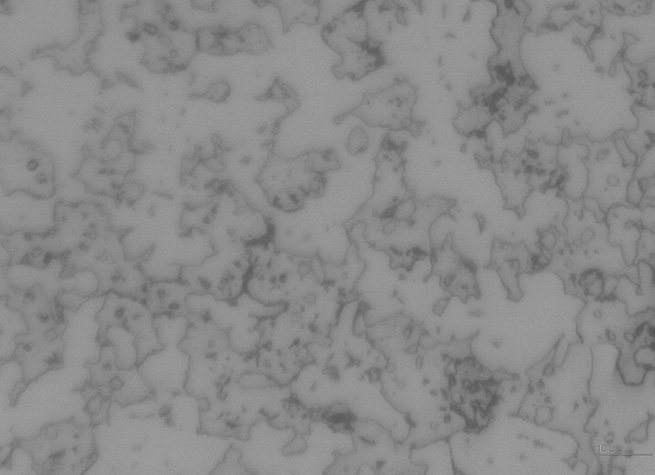
- Металлографический анализ: Исследование микроструктуры наплавленного слоя для выявления дефектов и оценки качества соединения с основным металлом.
- Рентгенографический контроль: Обнаружение внутренних дефектов (пор, трещин, непроваров) с помощью рентгеновского излучения.
Заключение
Наплавка стеллитом 6 – эффективный способ повышения износостойкости, коррозионной стойкости и твердости деталей, работающих в тяжелых условиях эксплуатации. Выбор технологии наплавки и параметров процесса зависит от требований к качеству покрытия и типа детали. Shenyang TOP New Material Co., Ltd предлагает широкий ассортимент стеллитовых сплавов для различных применений и готова предоставить консультации по выбору оптимального решения для ваших задач.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Стеллит 12
Стеллит 12 -
 Лист из сплава Стеллит
Лист из сплава Стеллит -
Стеллит 6B
-
 Деревообрабатывающая промышленность
Деревообрабатывающая промышленность -
 Нефтегазовая промышленность
Нефтегазовая промышленность -
 Инструменты FSW
Инструменты FSW -
 Спиннер
Спиннер -
 Втулки, используемые в линиях цинкования
Втулки, используемые в линиях цинкования -
 Сталелитейная промышленность
Сталелитейная промышленность -
 Медная отжимная пресс-форма и алюминиевая отжимная пресс-форма
Медная отжимная пресс-форма и алюминиевая отжимная пресс-форма -
 Стержни из сплава Стеллит
Стержни из сплава Стеллит -
 Стеллит Ленточные Пилы
Стеллит Ленточные Пилы








