


Поставщики Стеллит 3 и Стеллит 6
Стеллит 3 и Стеллит 6 – это, безусловно, важные материалы для современных металлургических процессов, особенно в производстве теплозащитных покрытий. Но часто, в теории, все выглядит проще, чем на практике. В этой статье я постараюсь поделиться своим опытом, в основном, с работы над проектами, где использовались эти сплавы. Не буду вдаваться в глубокие химические детали, а сконцентрируюсь на реальных проблемах, с которыми сталкивался, и путях их решения. Это скорее заметки, чем структурированная инструкция. Именно поэтому, надеюсь, это окажется полезно для тех, кто работает с этими материалами напрямую.
Основные характеристики и области применения
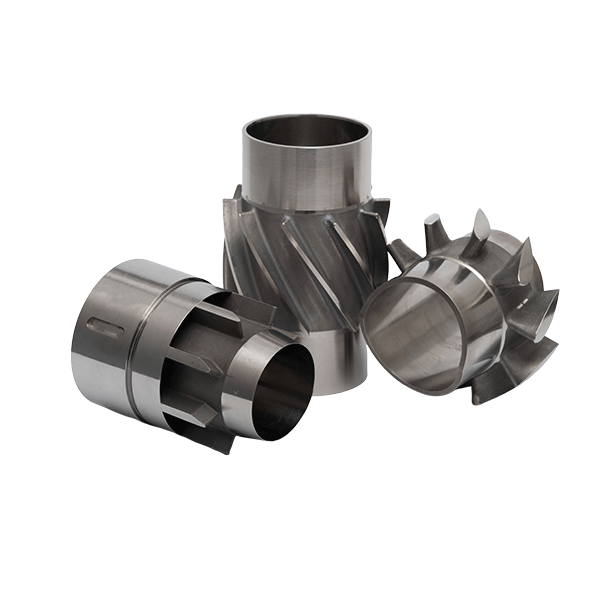
Конечно, существуют технические спецификации и характеристики Стеллит 3 и Стеллит 6, которые можно найти в документации производителя (обычно это продукция компании УКХЗ, но сейчас, как я понимаю, и других поставщиков). Они прекрасно описывают примерную термостойкость, коррозионную стойкость и механические свойства. Но реальное применение всегда отличается от идеального сценария. Стеллит 3 часто используют как базовый материал, а Стеллит 6 – для придания покрытию дополнительной прочности и устойчивости к окислению в агрессивных средах. Особенно важна их роль в сварочных работах, где требуется высокая стойкость к высоким температурам и механическим нагрузкам.
В нашей практике, основной акцент делался на применении этих сплавов в СНС (Системы Непрерывного Соководов). Там, где температура и агрессивные среды просто не позволяют использовать традиционные жаропрочные стали. Особенно часто это касается насосов и клапанов, работающих в условиях высоких давлений и температур. Например, одна из наших первых задач заключалась в разработке покрытия для насосов, перекачивающих кислотные растворы при температурах до 600 градусов Цельсия. Стеллит 6 показал себя очень хорошо, но с Стеллит 3 возникали сложности с адгезией к основе.
Проблемы с адгезией и подготовка поверхности
Вот тут-то и начинаются нюансы. Адгезия – это ключевой фактор, определяющий долговечность покрытия. Нам неоднократно приходилось сталкиваться с отслаиванием Стеллит 3, особенно в местах, где была повышенная концентрация напряжений. Очевидный вывод – качественная подготовка поверхности является абсолютно необходимым условием. Это включает в себя не только механическую очистку (пескоструйная обработка, дробеструйная обработка), но и химическую обработку для удаления остатков масла, грязи и оксидов. Shenyang TOP New Material Co., Ltd., как поставщик материалов, всегда подчеркивал важность соблюдения этих требований.
Иногда, даже при соблюдении всех правил подготовки, возникали проблемы. В таких случаях мы использовали специальные грунтовочные составы, которые улучшают адгезию Стеллит 3 к различным металлам. Это может быть фторэластомерная грунтовка или другие составы на основе керамических наночастиц. Нельзя сказать, что это решает проблему полностью, но значительно увеличивает срок службы покрытия.
Влияние параметров процесса нанесения
Далее важным фактором является сам процесс нанесения. Мы использовали различные методы – плазменное напыление, электронно-лучевое напыление, и даже некоторые виды магнетронного распыления. Каждый метод имеет свои особенности и требует определенных параметров процесса. Например, при плазменном напылении необходимо тщательно контролировать температуру газа, давление и мощность. Слишком высокая температура может привести к деградации Стеллит 3, а слишком низкая – к плохой адгезии. Регулярно проводим испытания, чтобы оптимизировать параметры процесса для каждого конкретного случая.
Один из интересных экспериментов, который мы проводили, касался использования комбинированных процессов – сначала плазменное напыление Стеллит 3, а затем – нанесение тонкого слоя Стеллит 6. Это позволяло получить покрытие с улучшенными свойствами – повышенной прочностью и коррозионной стойкостью. Но, конечно, это усложняло процесс и требовало еще более тщательного контроля параметров.
Ошибки и уроки
За время работы с Стеллит 3 и Стеллит 6 мы совершили немало ошибок. Например, в одном из проектов мы недооценили влияние состава базового металла на адгезию покрытия. В результате, покрытие отслоилось в определенных местах, что привело к дорогостоящему ремонту. Этот опыт научил нас более тщательно анализировать состав металла и подбирать соответствующие грунтовочные составы.
Еще одна распространенная ошибка – недостаточное внимание к очистке оборудования. Остатки масла и других загрязнений могут значительно снизить адгезию покрытия. Поэтому, перед нанесением покрытия необходимо тщательно очистить все детали и оборудование.
Перспективы и инновации
В настоящее время активно ведутся работы по разработке новых составов Стеллит 3 и Стеллит 6 с улучшенными свойствами. Например, разрабатываются сплавы с повышенной термостойкостью и коррозионной стойкостью. Также, активно исследуются новые методы нанесения покрытий, такие как лазерное напыление и химическое осаждение из газовой фазы. Это позволяет получать покрытия с более высокой плотностью и однородностью.
Кстати, недавно мы тестировали новый вариант Стеллит 6 с добавлением диболата. Результаты пока предварительные, но кажется, что адгезия к стали значительно улучшилась. Это может стать важным шагом вперед в области теплозащитных покрытий.
В заключение
Работа с Стеллит 3 и Стеллит 6 – это всегда вызов. Но, при соблюдении всех правил и рекомендаций производителя, можно получить покрытия с отличными свойствами, которые обеспечат надежную защиту оборудования в самых агрессивных условиях. Надеюсь, мои наблюдения и опыт будут полезны тем, кто работает с этими материалами. Возможно, вы тоже столкнетесь с подобными проблемами, и эта информация поможет вам их решить.
Наша компания, **ООО Шэньян Топ Новый Материал**, активно сотрудничает с различными предприятиями в области металлургии и машиностроения, предоставляя широкий спектр материалов и услуг. Вы можете ознакомиться с нашим ассортиментом и контактами на сайте: https://www.sytop.ru.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты




Связанный поиск
Связанный поиск- уплотнение клапана
- Лесоводство и лесоматериалы
- Дешевые стеллит 6 сварочный стержень 3.2 мм
- Цена порошка кобальтового сплава
- Цена стеллитового сплава 1 в сравнении со стеллитовым сплавом 6
- OEM Стеллит 6 протравливание
- Дешевые Стеллит 3 против Стеллит 6
- Стеллит 3 против стеллита 6
- Завод стеллитового сплава 6bar
- Сердечник отжимной пресс-формы








