Производители устройств для вдавливания вольфрам-хром-кобальтового сплава №3
Процесс обработки сплава №3 – это всегда компромисс. На бумаге все просто: нагрев, вдавливание, охлаждение. Но на практике возникает куча нюансов. Часто люди переоценивают роль простоты технологии и забывают про особенности самого материала, его склонность к деформациям, необходимость точного контроля температуры и давления. Недавно столкнулись с заказом на производство специальных компонентов для авиационной промышленности, где даже микроскопические отклонения в геометрии – критичны. Нам пришлось пересмотреть всю технологическую цепочку, от выбора оборудования до контроля качества. В итоге, удалось добиться приемлемых результатов, но это был серьезный урок.
Обзор: Что нужно знать о производстве деталей из высокопрочных сплавов
В этой статье мы поговорим о ключевых аспектах производства деталей из сплавов вольфрам-хром-кобальт, в частности №3. Раскроем особенности процессов вдавливания, рассмотрим применяемое оборудование и существующие проблемы. Особое внимание уделим выбору материалов и контролю качества готовой продукции. Постараемся избежать общих фраз и предоставить информацию, основанную на практическом опыте и реальных задачах, с которыми сталкиваются производители.
Выбор материала: Свойства и требования к сплаву №3
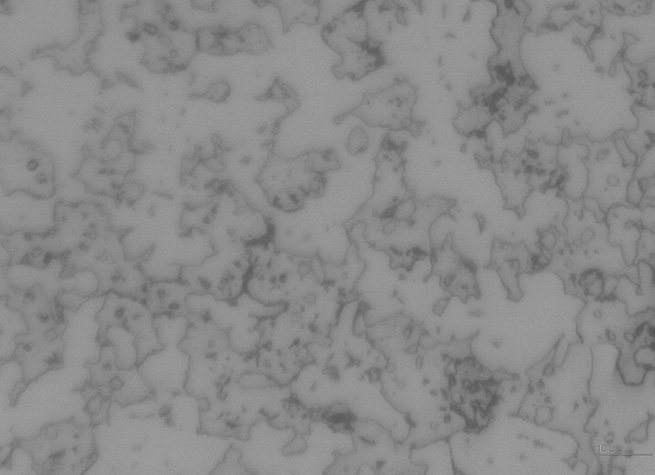
Сплав №3, как и другие сплавы вольфрам-хром-кобальт, обладает высокой твердостью, износостойкостью и жаропрочностью. Это делает его идеальным материалом для изготовления деталей, работающих в экстремальных условиях – например, в качестве электродов для дуговых печей, деталей газовых турбин или компонентов для термопар. Но важно понимать, что характеристики сплава №3 могут незначительно варьироваться в зависимости от процентного содержания компонентов и технологии производства. Необходимо четко знать спецификации материала и учитывать их при проектировании и изготовлении.
Один из самых больших вызовов – это высокая усадка при охлаждении. Это приводит к возникновению внутренних напряжений в деталях, которые необходимо учитывать при проектировании и контролировать в процессе производства. Слишком интенсивное охлаждение может привести к трещинам и деформациям. В наши дни, мы активно используем различные методы термообработки, чтобы минимизировать эти эффекты.
Важно не только знать состав сплава №3, но и понимать, как он взаимодействует с другими материалами, используемыми в конструкции изделия. Например, при вдавливании сплава на сердечник из стали, важно учитывать разницу в тепловом расширении этих материалов. Неправильный выбор сердечника может привести к появлению внутренних напряжений и разрушению детали.
Технологии вдавливания: Оборудование и параметры процесса
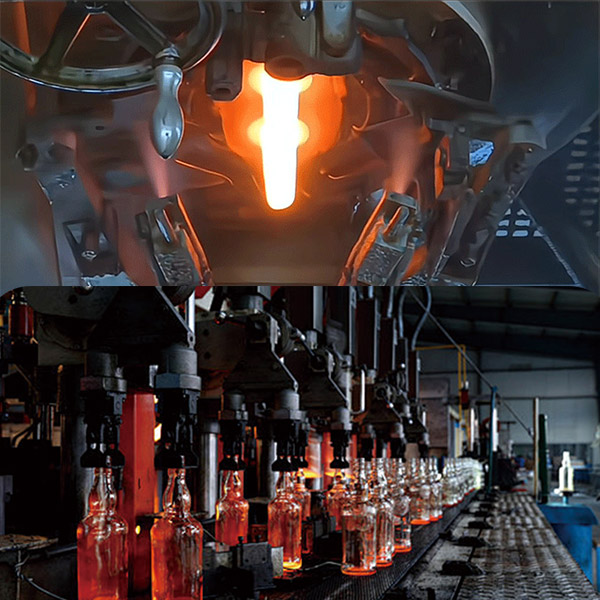
Для производства деталей из сплавов №3 обычно используют прессы с гидро- или пневматической приводом. Выбор конкретного типа пресса зависит от размеров и геометрии детали, а также от требуемой точности и производительности. Современные прессы оснащены системами точного контроля температуры и давления, что позволяет оптимизировать процесс вдавливания и минимизировать дефекты. Например, для изготовления мелких деталей часто используют прессы с инжекционным вдавливанием, а для крупных – прессы с консольным приводом.
Важнейшими параметрами процесса вдавливания являются температура нагрева, давление вдавливания и скорость охлаждения. Температура нагрева должна быть достаточно высокой, чтобы обеспечить пластичность материала, но не слишком высокой, чтобы избежать его окисления или испарения. Давление вдавливания должно быть достаточным, чтобы заполнить форму детали без образования пустот. Скорость охлаждения должна быть контролируемой, чтобы минимизировать внутренние напряжения. Как правило, мы используем комбинацию различных режимов нагрева и охлаждения, чтобы добиться оптимальных результатов.
Не стоит забывать и про смазку. В процессе вдавливания, трение между литьевой формой и материалом приводит к износу формы и увеличению силы вдавливания. Использование специальных смазок позволяет снизить трение и продлить срок службы формы. Мы тестируем разные типы смазок, чтобы найти оптимальный вариант для конкретного сплава №3 и геометрии детали. Неправильный выбор смазки может привести к образованию дефектов на поверхности детали.
Проблемы и решения при производстве деталей из сплава №3
Одним из самых распространенных проблем при производстве деталей из сплавов №3 является образование трещин. Это может быть вызвано высокой усадкой материала при охлаждении, неравномерным охлаждением или наличием внутренних напряжений. Для решения этой проблемы необходимо тщательно контролировать процесс охлаждения и использовать методы термообработки для снятия внутренних напряжений.
Другая проблема – это деформация деталей в процессе вдавливания. Это может быть вызвано недостаточным давлением вдавливания или неравномерным распределением давления. Для решения этой проблемы необходимо правильно подобрать параметры процесса и использовать прессы с системой точного контроля давления.
Не стоит недооценивать роль контроля качества готовой продукции. Необходимо проводить визуальный осмотр, измерительный контроль и механические испытания для выявления дефектов и оценки соответствия деталей требованиям заказчика. Мы используем различные методы контроля качества, включая ультразвуковой контроль, рентгеновский контроль и механические испытания на растяжение и твердость.
Контроль качества и испытания готовой продукции
Качество деталей из сплава №3 – это залог надежности и долговечности всего изделия. Мы используем комплексный подход к контролю качества, включающий визуальный осмотр, геометрический контроль, механические испытания и химический анализ. Визуальный осмотр позволяет выявить дефекты поверхности, такие как трещины, царапины и вмятины. Геометрический контроль позволяет проверить соответствие деталей заданным размерам и формам. Механические испытания позволяют оценить прочность, твердость и износостойкость деталей. Химический анализ позволяет проверить соответствие химического состава деталей требованиям заказчика.
Современные методы контроля качества, такие как неразрушающий контроль, позволяют выявить дефекты, которые не видны при визуальном осмотре. Например, ультразвуковой контроль позволяет выявить внутренние дефекты, такие как трещины и пустоты. Рентгеновский контроль позволяет выявить дефекты, которые находятся в труднодоступных местах.
Для обеспечения высокого уровня качества мы сотрудничаем с независимыми лабораториями, которые проводят испытания и сертификацию нашей продукции. Мы стремимся соответствовать самым высоким стандартам качества, чтобы удовлетворить потребности наших клиентов.
Заключение и перспективы развития
Производство деталей из сплава №3 – это сложный и многогранный процесс, требующий высокого уровня квалификации и опыта. Необходимо учитывать множество факторов, таких как свойства материала, параметры процесса, особенности оборудования и требования заказчика. Постоянное совершенствование технологий и внедрение новых методов контроля качества – это залог успеха в этой области.
В будущем мы планируем развивать направление производства деталей из сплавов №3, используя новые технологии, такие как аддитивное производство и роботизированная автоматизация. Мы также планируем расширить ассортимент продукции и предлагать нашим клиентам более широкий спектр услуг.
ООО Шэньян Топ Новый Материал (Shenyang TOP New Material Co., Ltd) стремится быть надежным партнером для компаний, работающих в различных отраслях промышленности. Мы предлагаем высококачественные сплавы и комплектующие, а также профессиональную техническую поддержку. Подробную информацию о нашей продукции и услугах можно найти на нашем сайте: https://www.sytop.ru.
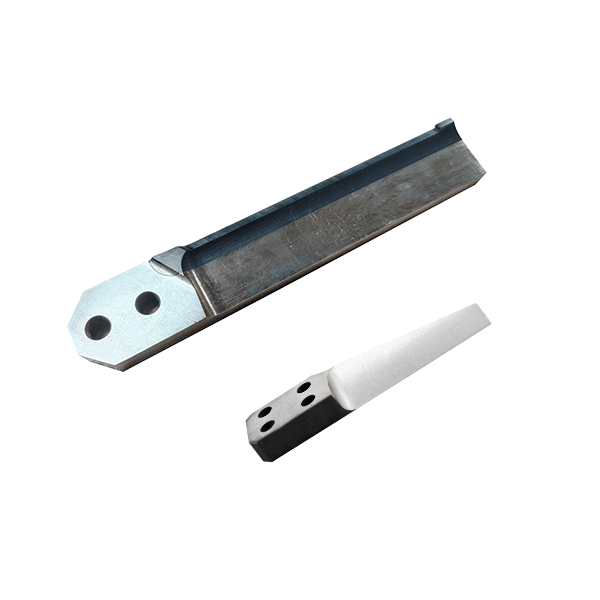
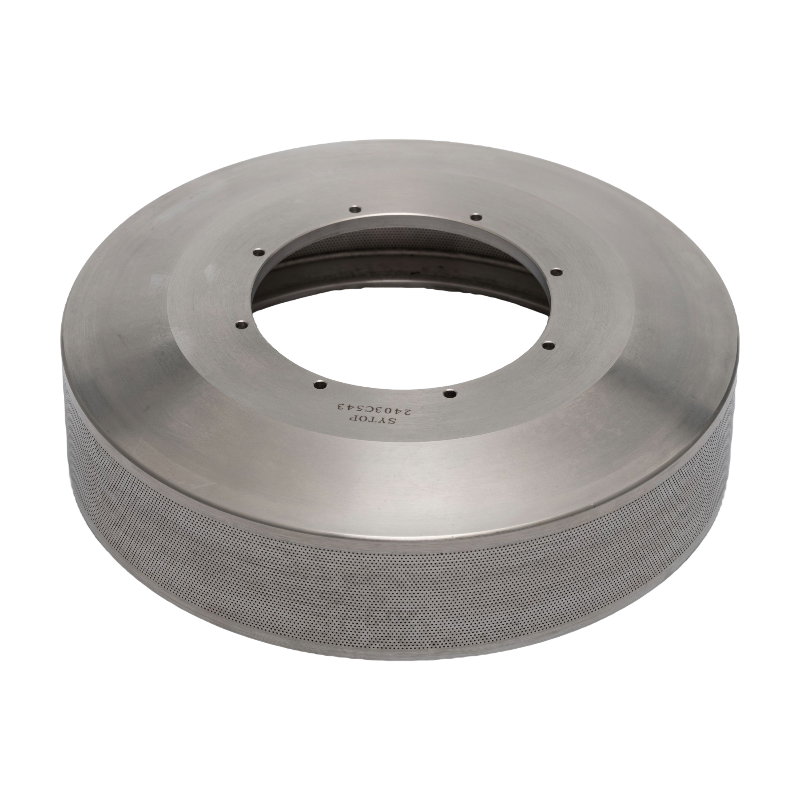
Соответствующая продукция
Соответствующая продукция