Процесс покрытия Стеллит 6
Стеллит 6 – это сплав на основе кобальта, известный своей исключительной износостойкостью, коррозионной стойкостью и термостойкостью. Процесс покрытия Стеллитом 6 предполагает нанесение этого сплава на поверхность другого материала для улучшения его эксплуатационных характеристик. Это достигается различными методами, каждый из которых имеет свои преимущества и недостатки. Правильный выбор метода нанесения Стеллита 6 зависит от конкретного применения, размера и формы детали, требуемой толщины покрытия и бюджета.
Что такое Стеллит 6 и зачем он нужен?
Стеллит 6 – это кобальтохромовый сплав с добавлением вольфрама, углерода и других элементов. Этот сплав разработан для обеспечения превосходной износостойкости, особенно в условиях высоких температур и коррозионных сред. Основные характеристики Стеллита 6:
- Высокая износостойкость при трении скольжения и абразивном износе.
- Отличная коррозионная стойкость к большинству химических веществ и сред.
- Сохранение твердости и прочности при высоких температурах (до 500-600°C).
- Хорошая стойкость к кавитации и эрозии.
Благодаря этим свойствам, покрытие Стеллитом 6 широко применяется для защиты деталей, подверженных интенсивному износу и коррозии. Примеры применений включают:
- Клапаны двигателей внутреннего сгорания.
- Ножи и лезвия в деревообрабатывающей и металлообрабатывающей промышленности.
- Шнеки экструдеров для переработки пластмасс.
- Детали насосов, работающих с агрессивными жидкостями.
- Компоненты энергетического оборудования, такие как лопатки турбин.
- Оборудование для нефтегазовой отрасли.
Нанесение покрытия Стеллит 6 позволяет значительно увеличить срок службы оборудования и снизить затраты на его обслуживание и ремонт.
Методы нанесения покрытия Стеллит 6
Существует несколько методов нанесения Стеллита 6, каждый из которых имеет свои особенности и область применения.
Газовая сварка (GTAW/TIG)
Газовая сварка вольфрамовым электродом в среде инертного газа (GTAW), также известная как TIG-сварка, является распространенным методом нанесения Стеллита 6. Процесс заключается в расплавлении присадочного прутка из Стеллита 6 и нанесении расплавленного металла на поверхность детали.
Преимущества GTAW:
- Высокая точность и контроль над процессом.
- Возможность нанесения тонких слоев покрытия.
- Низкое тепловложение, что снижает риск деформации детали.
Недостатки GTAW:
- Низкая производительность по сравнению с другими методами.
- Требует высокой квалификации сварщика.
- Подходит только для небольших деталей или участков поверхности.
Плазменная наплавка (PTA)
Плазменная наплавка (PTA) – это процесс, в котором порошок Стеллита 6 расплавляется в плазменной дуге и наносится на поверхность детали. PTA обеспечивает более высокую производительность и качество покрытия по сравнению с GTAW.
Преимущества PTA:
- Высокая производительность.
- Хорошее качество покрытия с минимальным перемешиванием с основным металлом.
- Возможность нанесения покрытий различной толщины.
- Автоматизация процесса.
Недостатки PTA:
- Более высокая стоимость оборудования по сравнению с GTAW.
- Требует специальной подготовки персонала.
Лазерная наплавка
Лазерная наплавка – это современный метод нанесения покрытий, в котором используется лазерный луч для расплавления порошка Стеллита 6 и его нанесения на поверхность детали. Лазерная наплавка обеспечивает высокую точность, минимальное тепловложение и возможность нанесения покрытий сложной геометрии.
Преимущества лазерной наплавки:
- Высочайшая точность и контроль над процессом.
- Минимальное тепловложение и деформация детали.
- Возможность нанесения покрытий сложной геометрии.
- Высокая скорость охлаждения, что обеспечивает мелкозернистую структуру покрытия.
Недостатки лазерной наплавки:
- Очень высокая стоимость оборудования.
- Требует высококвалифицированного персонала.
Газопламенное напыление (HVOF)
Газопламенное напыление с высокой скоростью (HVOF) – это процесс, в котором порошок Стеллита 6 нагревается и разгоняется потоком горячего газа до сверхзвуковой скорости, а затем наносится на поверхность детали. HVOF обеспечивает высокую плотность и адгезию покрытия.
Преимущества HVOF:
- Высокая плотность и адгезия покрытия.
- Относительно невысокая стоимость оборудования.
- Возможность нанесения покрытий на большие поверхности.
Недостатки HVOF:
- Ограничения по геометрии детали.
- Требует предварительной подготовки поверхности.
Shenyang TOP New Material Co., Ltd предлагает широкий спектр порошков Стеллита 6 для различных методов наплавки и напыления, соответствующих самым высоким стандартам качества. Вы можете ознакомиться с нашим ассортиментом и подобрать оптимальный материал для ваших задач.
Факторы, влияющие на выбор метода нанесения
Выбор оптимального метода нанесения покрытия Стеллит 6 зависит от нескольких факторов:
- Размер и форма детали: Для небольших и сложных деталей лучше подходят методы с высокой точностью и контролем, такие как GTAW или лазерная наплавка. Для больших и простых поверхностей можно использовать PTA или HVOF.
- Требуемая толщина покрытия: Некоторые методы, такие как GTAW, позволяют наносить тонкие слои покрытия, в то время как другие, такие как PTA, обеспечивают более толстые слои.
- Бюджет: Стоимость оборудования и расходных материалов для различных методов существенно различается.
- Требуемая производительность: Для серийного производства следует выбирать методы с высокой производительностью, такие как PTA или HVOF.
- Требования к качеству покрытия: В зависимости от условий эксплуатации детали могут предъявляться особые требования к плотности, адгезии и структуре покрытия.
Подготовка поверхности перед нанесением покрытия Стеллит 6
Качество подготовки поверхности играет важную роль в обеспечении прочного и долговечного покрытия Стеллит 6. Основные этапы подготовки поверхности включают:
- Очистка: Удаление загрязнений, масла, ржавчины и других веществ, которые могут ухудшить адгезию покрытия. Очистка может проводиться механическими (пескоструйная обработка, шлифовка) или химическими (обезжиривание) методами.
- Создание шероховатости: Небольшая шероховатость поверхности увеличивает площадь контакта и улучшает механическое сцепление покрытия с основным металлом. Шероховатость может быть создана пескоструйной обработкой или другими методами.
- Предварительный нагрев: Предварительный нагрев детали может снизить термические напряжения и улучшить качество покрытия, особенно при нанесении толстых слоев.
Контроль качества покрытия Стеллит 6
После нанесения покрытия Стеллит 6 необходимо провести контроль качества для проверки соответствия покрытия установленным требованиям. Основные методы контроля качества включают:
- Визуальный осмотр: Проверка на наличие дефектов, таких как трещины, поры и отслоения.
- Измерение толщины покрытия: Использование толщиномеров для измерения толщины покрытия в различных точках поверхности.
- Проверка адгезии: Определение прочности сцепления покрытия с основным металлом с помощью специальных методов, таких как отрыв или царапание.
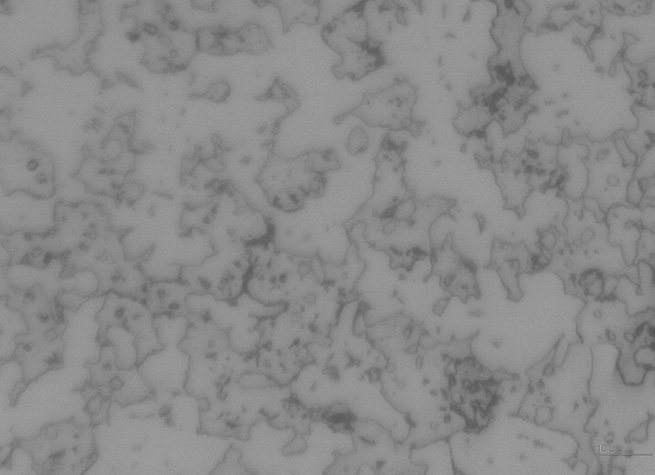
- Анализ микроструктуры: Изучение структуры покрытия под микроскопом для определения размера зерна, наличия фаз и других характеристик.
- Испытания на износостойкость и коррозионную стойкость: Проведение испытаний в условиях, имитирующих реальные условия эксплуатации детали, для оценки эксплуатационных характеристик покрытия.
Примеры применения процесса покрытия Стеллит 6
Пример 1: Восстановление клапанов двигателей внутреннего сгорания. Клапаны двигателей внутреннего сгорания подвергаются интенсивному износу и коррозии. Нанесение покрытия Стеллит 6 на рабочую поверхность клапана значительно увеличивает его срок службы и улучшает эксплуатационные характеристики. В этом случае часто используется GTAW или лазерная наплавка для обеспечения высокой точности и минимального тепловложения.
Пример 2: Защита шнеков экструдеров для переработки пластмасс. Шнеки экструдеров подвергаются абразивному износу при переработке пластмасс, особенно при использовании абразивных наполнителей. Нанесение покрытия Стеллит 6 на поверхность шнека обеспечивает высокую износостойкость и увеличивает срок службы оборудования. Для этой задачи часто используется PTA или HVOF для обеспечения высокой производительности и износостойкости.
Заключение
Процесс покрытия Стеллит 6 является эффективным способом повышения износостойкости, коррозионной стойкости и термостойкости деталей. Выбор оптимального метода нанесения зависит от конкретных требований к применению, размера и формы детали, требуемой толщины покрытия и бюджета. Тщательная подготовка поверхности и контроль качества покрытия являются важными этапами для обеспечения прочного и долговечного покрытия. Если вы хотите получить консультацию по выбору оптимального метода нанесения покрытия Стеллит 6 или заказать порошок Стеллит 6 высокого качества, обратитесь в Shenyang TOP New Material Co., Ltd.
Таблица сравнения методов нанесения покрытия Стеллит 6
| Метод | Преимущества | Недостатки | Применение |
|---|---|---|---|
| GTAW (TIG) | Высокая точность, низкое тепловложение | Низкая производительность, требует высокой квалификации | Восстановление небольших деталей, прецизионные работы |
| PTA | Высокая производительность, хорошее качество покрытия | Более высокая стоимость оборудования | Нанесение покрытий средней и большой площади |
| Лазерная наплавка | Высочайшая точность, минимальное тепловложение | Очень высокая стоимость оборудования | Нанесение покрытий сложной геометрии, высокие требования к точности |
| HVOF | Высокая плотность и адгезия покрытия | Ограничения по геометрии детали | Защита больших поверхностей от износа и коррозии |
Источники:
- Shenyang TOP New Material Co., Ltd
- Информация о Стеллите 6 и методах нанесения покрытий из различных научных и технических публикаций.
Соответствующая продукция
Соответствующая продукция