Сварка TIG стерженя Стеллит 6
Сварка Сварка TIG стерженя Стеллит 6 – это специализированный процесс, используемый для нанесения износостойких покрытий на детали, подверженные высоким температурам, коррозии и абразивному износу. Стержень Стеллит 6 обеспечивает превосходную износостойкость и устойчивость к коррозии, что делает его идеальным выбором для многих промышленных применений. В этой статье рассматриваются ключевые аспекты процесса, включая выбор оборудования, подготовку материала, технику сварки и последующую обработку, а также приведены примеры применения и советы по оптимизации результатов.
Введение в сварку TIG стержнем Стеллит 6
Сварка TIG стерженя Стеллит 6 (также известная как сварка вольфрамовым электродом в среде инертного газа с использованием присадочного прутка из стеллита 6) - это процесс, при котором дуга, образующаяся между неплавящимся вольфрамовым электродом и основным металлом, расплавляет как основной металл, так и пруток Стеллит 6. Инертный газ, такой как аргон, защищает сварочную ванну от атмосферного загрязнения.
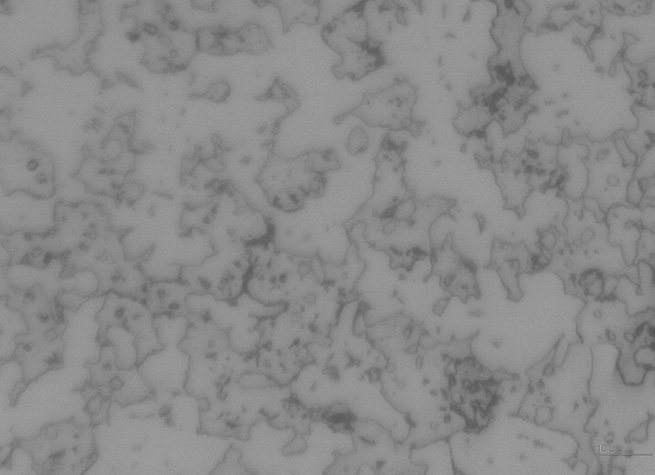
Стеллит 6 - это кобальтовый сплав с высокой твердостью, износостойкостью и коррозионной стойкостью даже при высоких температурах. Он содержит хром, вольфрам и углерод. Благодаря этим свойствам, наплавленный слой стеллита 6 значительно продлевает срок службы деталей, подверженных агрессивным условиям эксплуатации.
Преимущества и недостатки сварки TIG стержнем Стеллит 6
Преимущества:
- Высокая износостойкость: Стеллит 6 обеспечивает превосходную защиту от абразивного и адгезионного износа.
- Устойчивость к коррозии: Сплав устойчив к воздействию многих агрессивных сред.
- Работа при высоких температурах: Сохраняет свои свойства при повышенных температурах.
- Точный контроль: TIG сварка позволяет точно контролировать процесс наплавки.
Недостатки:
- Более медленный процесс: По сравнению с другими методами наплавки, такими как плазменная наплавка, TIG сварка может быть медленнее.
- Требуется квалифицированный сварщик: Качество наплавки сильно зависит от навыков сварщика.
- Склонность к образованию трещин: Стеллит 6 может быть склонен к образованию трещин, особенно при быстром охлаждении.
- Стоимость материала: Стеллит 6 относительно дорогой материал.
Подготовка к сварке TIG стержнем Стеллит 6
Тщательная подготовка необходима для получения качественного наплавленного слоя.
1. Очистка основного металла:
Основной металл должен быть тщательно очищен от ржавчины, окалины, масла, краски и других загрязнений. Используйте шлифовку, пескоструйную обработку или химическую очистку.
2. Подготовка поверхности:
Фаска или V-образная канавка могут быть необходимы для обеспечения хорошего сплавления с основным металлом. Глубина и угол канавки зависят от толщины детали и требований к наплавленному слою.
3. Предварительный подогрев:
Предварительный подогрев основного металла снижает термические напряжения и риск образования трещин. Температура предварительного подогрева зависит от марки стали и толщины детали. Обычно рекомендуется предварительный подогрев до температуры 200-400°C. Информацию по рекомендуемым температурам предварительного нагрева можно найти в технических паспортах на стеллит.
4. Выбор сварочного оборудования:
Вам потребуется сварочный аппарат TIG, обеспечивающий стабильный ток и возможность точной регулировки параметров. Используйте вольфрамовые электроды с добавками тория или циркония для улучшения стабильности дуги.
5. Выбор присадочного прутка:
Используйте прутки Стеллит 6, соответствующие требованиям к наплавленному слою. Убедитесь, что прутки чистые и не имеют загрязнений.
6. Выбор защитного газа:
Аргон является наиболее распространенным защитным газом для сварки TIG. Он обеспечивает хорошую защиту сварочной ванны и стабильную дугу. Можно использовать смеси аргона с гелием для улучшения проплавления и увеличения скорости сварки.
Техника сварки TIG стержнем Стеллит 6
Правильная техника сварки имеет решающее значение для получения качественного наплавленного слоя.
1. Установка параметров сварки:
Ток сварки, напряжение дуги и расход защитного газа должны быть установлены в соответствии с толщиной детали, типом стали и диаметром прутка Стеллит 6. Начните с нижних значений и постепенно увеличивайте ток, пока не получите желаемое проплавление.
2. Зажигание дуги:
Зажигайте дугу с помощью высокочастотного зажигания или методом касания. Держите электрод на небольшом расстоянии от основного металла.
3. Подача присадочного прутка:
Подавайте пруток Стеллит 6 в сварочную ванну под небольшим углом. Следите за тем, чтобы пруток не касался вольфрамового электрода.
4. Перемещение электрода:
Перемещайте электрод равномерно, обеспечивая равномерное проплавление основного металла и плавление прутка Стеллит 6. Используйте круговые или зигзагообразные движения для равномерного распределения металла.
5. Поддержание чистоты сварочной ванны:
Следите за чистотой сварочной ванны. Удаляйте любые шлаки или загрязнения с помощью проволочной щетки.
6. Контроль температуры:
Контролируйте температуру детали во время сварки. Не допускайте перегрева детали, чтобы избежать образования трещин.
Последующая обработка
После сварки необходимо провести последующую обработку для улучшения свойств наплавленного слоя.
1. Медленное охлаждение:
Медленное охлаждение детали снижает термические напряжения и риск образования трещин. Можно использовать теплоизоляционные материалы или поместить деталь в печь для медленного охлаждения.
2. Термическая обработка:
Термическая обработка может быть выполнена для снятия напряжений и улучшения механических свойств наплавленного слоя. Режим термической обработки зависит от марки стали и требований к наплавленному слою.
3. Механическая обработка:
Механическая обработка может быть выполнена для получения желаемой геометрии и шероховатости поверхности. Используйте твердосплавный инструмент для обработки стеллита 6.
Применение сварки TIG стержнем Стеллит 6
Сварка TIG стерженя Стеллит 6 широко используется в различных отраслях промышленности для восстановления и защиты деталей, подверженных износу и коррозии.
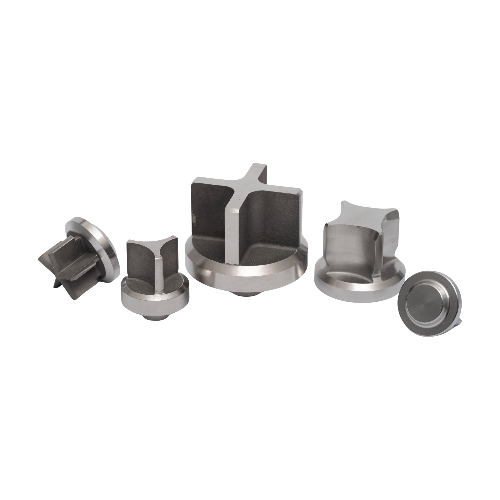
- Нефтегазовая промышленность: Клапаны, седла клапанов, буровые инструменты.
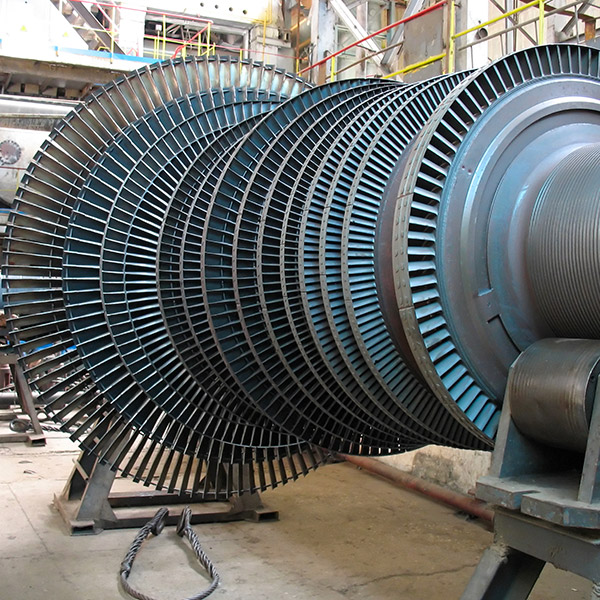
- Энергетика: Лопатки турбин, детали паровых котлов.
- Химическая промышленность: Насосы, мешалки, реакторы.
- Металлургия: Валки прокатных станов, ковши для расплавленного металла.
- Авиационная промышленность: Детали двигателей, элементы шасси.
Советы по оптимизации результатов
- Используйте правильные параметры сварки: Подберите параметры сварки в соответствии с типом стали, толщиной детали и диаметром прутка Стеллит 6.
- Поддерживайте чистоту: Тщательно очистите основной металл и сварочный пруток перед сваркой.
- Контролируйте температуру: Не допускайте перегрева детали.
- Используйте качественное оборудование: Используйте сварочный аппарат TIG с точной регулировкой параметров и качественные сварочные материалы.
- Обратитесь к профессионалам: Если у вас нет опыта сварки TIG стержнем Стеллит 6, обратитесь к квалифицированным сварщикам. Shenyang TOP New Material Co., Ltd. предлагает консультации и поставку сварочных материалов. Дополнительную информацию о стеллитовых сплавах вы можете найти на сайте компании.
Таблица сравнения свойств стеллита 6 с другими сплавами (Приблизительные значения)
| Сплав | Твердость (HRC) | Предел прочности при растяжении (MPa) | Рабочая температура (°C) | Коррозионная стойкость |
|---|---|---|---|---|
| Стеллит 6 | 40-45 | 650-750 | до 800 | Отличная |
| Нержавеющая сталь 304 | 20-25 | 500-600 | до 500 | Хорошая |
| Инструментальная сталь D2 | 55-60 | 700-800 | до 400 | Умеренная |
* Данные являются приблизительными и могут варьироваться в зависимости от конкретной марки сплава и условий эксплуатации.
Соответствующая продукция
Соответствующая продукция