стеллит 6 процедура нанесения твердой поверхности
Стеллит 6 процедура нанесения твердой поверхности – это эффективный метод упрочнения деталей, подверженных интенсивному износу, коррозии и высоким температурам. Включает в себя подготовку поверхности, нанесение стеллитового сплава и последующую обработку для достижения оптимальных характеристик.
Введение в стеллит и его применение
Стеллит – это группа кобальтовых сплавов, характеризующихся высокой износостойкостью, коррозионной стойкостью и жаропрочностью. Стеллит 6 является одним из наиболее распространенных и универсальных сплавов этой группы. Он содержит хром, вольфрам и углерод, что придает ему превосходные эксплуатационные свойства. Применяется для защиты деталей, работающих в агрессивных средах и подверженных абразивному, эрозионному и адгезионному износу.
Области применения стеллита 6
- Клапаны двигателей внутреннего сгорания
- Детали насосов и компрессоров
- Режущие инструменты
- Детали оборудования для химической промышленности
- Буровое оборудование
Подготовка к нанесению стеллита 6
Качество подготовки поверхности играет ключевую роль в адгезии стеллита к основному металлу. Тщательная очистка и обработка поверхности обеспечивают прочное и надежное соединение.
Очистка поверхности
Перед нанесением стеллита необходимо удалить все загрязнения с поверхности детали, включая ржавчину, окалину, масло и другие вещества. Для этого используются различные методы очистки:
- Механическая очистка (пескоструйная обработка, шлифование)
- Химическая очистка (травление)
- Обезжиривание
Предварительный нагрев
Предварительный нагрев детали перед нанесением стеллита снижает термические напряжения и улучшает смачиваемость поверхности. Температура предварительного нагрева зависит от материала детали и способа нанесения стеллита.
Методы нанесения стеллита 6
Существует несколько методов нанесения стеллит 6 процедура нанесения твердой поверхности, каждый из которых имеет свои преимущества и недостатки.
Газовая сварка
Газовая сварка является одним из старейших методов нанесения стеллита. Она отличается простотой и низкой стоимостью оборудования, но требует высокой квалификации сварщика. В качестве присадочного материала используются стеллитовые прутки.
Дуговая сварка
Дуговая сварка является более производительным методом, чем газовая сварка. Для нанесения стеллита используются различные виды дуговой сварки, такие как ручная дуговая сварка (MMA), сварка в защитных газах (MIG/MAG) и порошковая проволока.
Плазменная наплавка
Плазменная наплавка обеспечивает высокое качество и точность нанесения стеллита. Этот метод позволяет получать тонкие и однородные слои стеллита с минимальным перемешиванием с основным металлом. Компания Shenyang TOP New Material Co., Ltd специализируется на поставке оборудования и материалов для плазменной наплавки, включая стеллитовые порошки.
Лазерная наплавка
Лазерная наплавка является самым современным и высокоточным методом нанесения стеллита. Она обеспечивает минимальную зону термического влияния и позволяет наносить стеллит на детали сложной формы. Однако, лазерная наплавка требует дорогостоящего оборудования и квалифицированного персонала.
Последующая обработка стеллитового покрытия
После нанесения стеллит 6 процедура нанесения твердой поверхности, требуется последующая обработка для достижения требуемых геометрических размеров и шероховатости поверхности.
Механическая обработка
Механическая обработка включает шлифование, полировку и другие методы обработки, позволяющие получить гладкую и ровную поверхность. При механической обработке стеллитовых покрытий необходимо использовать специальные абразивные инструменты.
Термическая обработка
Термическая обработка может быть использована для снятия остаточных напряжений и улучшения структуры стеллитового покрытия. Однако, термическая обработка стеллита должна проводиться с осторожностью, чтобы избежать снижения его твердости и износостойкости.
Параметры процесса нанесения стеллита 6
Выбор оптимальных параметров процесса нанесения стеллита зависит от многих факторов, включая материал детали, способ нанесения стеллита и требования к покрытию.
Температура предварительного нагрева
Температура предварительного нагрева обычно составляет от 200 до 400 °C, в зависимости от материала детали и способа нанесения стеллита. Слишком низкая температура предварительного нагрева может привести к плохой адгезии стеллита, а слишком высокая – к деформации детали.
Ток сварки
Ток сварки должен быть достаточно высоким, чтобы обеспечить хорошее плавление стеллитового прутка или порошка, но не слишком высоким, чтобы избежать перегрева детали и образования дефектов в покрытии.
Скорость нанесения
Скорость нанесения стеллита должна быть достаточно медленной, чтобы обеспечить равномерное распределение стеллита по поверхности детали и избежать образования пор и трещин в покрытии. Оптимальная скорость нанесения зависит от способа нанесения стеллита и квалификации сварщика.
Контроль качества стеллитового покрытия
Контроль качества стеллитового покрытия является важным этапом процесса нанесения стеллита. Он позволяет выявить дефекты в покрытии и принять меры по их устранению.
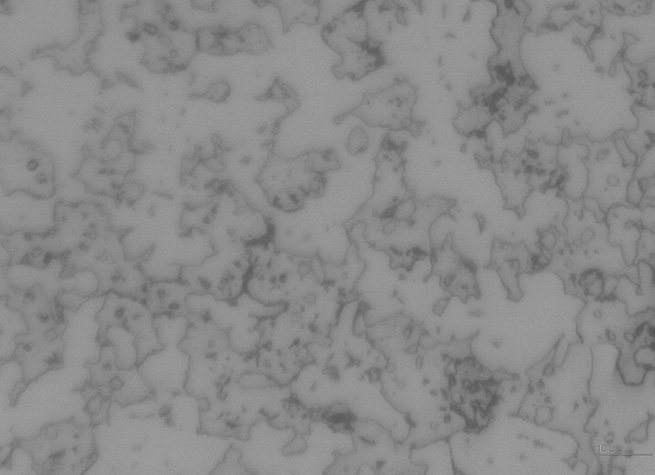
Визуальный контроль
Визуальный контроль позволяет выявить поверхностные дефекты, такие как поры, трещины и включения. Для визуального контроля используется лупа или микроскоп.
Неразрушающий контроль
Неразрушающий контроль включает ультразвуковой контроль, рентгеновский контроль и другие методы, позволяющие выявить внутренние дефекты в стеллитовом покрытии. Эти методы позволяют оценить качество соединения стеллита с основным металлом и выявить наличие пор, трещин и включений.
Механические испытания
Механические испытания включают испытания на твердость, износостойкость и адгезию. Эти испытания позволяют оценить эксплуатационные свойства стеллитового покрытия и соответствие их требованиям.
Преимущества и недостатки нанесения стеллита 6
Нанесение стеллит 6 процедура нанесения твердой поверхности имеет ряд преимуществ и недостатков, которые необходимо учитывать при выборе этого метода упрочнения деталей.
Преимущества
- Высокая износостойкость
- Коррозионная стойкость
- Жаропрочность
- Увеличение срока службы деталей
- Возможность восстановления изношенных деталей
Недостатки
- Высокая стоимость стеллитовых материалов
- Необходимость использования специального оборудования
- Требования к высокой квалификации персонала
- Сложность механической обработки стеллитовых покрытий
Заключение
Стеллит 6 процедура нанесения твердой поверхности – это эффективный метод упрочнения деталей, подверженных интенсивному износу, коррозии и высоким температурам. Правильный выбор метода нанесения стеллита и соблюдение технологических параметров позволяют получить высококачественное и долговечное покрытие, обеспечивающее надежную защиту деталей в самых сложных условиях эксплуатации.
Соответствующая продукция
Соответствующая продукция