


стеллит 6 процедура сварки
Сварка стеллита 6 – это процесс нанесения твердого сплава на основе кобальта, хрома и вольфрама на поверхность детали для повышения ее износостойкости, коррозионной стойкости и термостойкости. Этот метод широко применяется в различных отраслях промышленности, включая энергетику, нефтегазовую промышленность и машиностроение, для защиты деталей, подверженных интенсивному износу и агрессивным средам. В данной статье мы рассмотрим различные аспекты стеллит 6 процедура сварки, включая подготовку поверхности, методы сварки, выбор материалов и контроль качества.
Подготовка к сварке стеллитом 6
Очистка поверхности
Перед началом сварки необходимо тщательно очистить поверхность детали от загрязнений, таких как окалина, ржавчина, масло и другие примеси. Для этого можно использовать различные методы, включая:
- Механическую очистку (шлифовка, пескоструйная обработка)
- Химическую очистку (обезжиривание растворителями, травление кислотами)
Выбор метода очистки зависит от материала детали и степени загрязнения.
Предварительный нагрев
Предварительный нагрев детали перед сваркой позволяет снизить термические напряжения и предотвратить образование трещин в сварном шве. Температура предварительного нагрева зависит от материала детали и толщины наносимого слоя стеллита 6. Как правило, рекомендуется нагревать детали из углеродистых и низколегированных сталей до температуры 200-400°C.
Методы сварки стеллитом 6
Существует несколько методов сварки, которые можно использовать для нанесения стеллит 6 на поверхность детали. Наиболее распространенными являются:
Ручная дуговая сварка (РДС)
РДС является одним из самых простых и доступных методов сварки. Он заключается в использовании плавящегося электрода, покрытого специальным обмазочным составом, для создания сварного шва. РДС позволяет сваривать детали из различных материалов и в различных пространственных положениях. Однако, этот метод характеризуется относительно низкой производительностью и требует высокой квалификации сварщика.
Газовая вольфрамовая дуговая сварка (ГВДС или TIG)
ГВДС является более точным и качественным методом сварки, чем РДС. Он заключается в использовании неплавящегося вольфрамового электрода для создания сварного шва. Защита сварочной ванны от воздействия атмосферы обеспечивается инертным газом (аргоном или гелием). ГВДС позволяет получать сварные швы с высокой степенью чистоты и минимальным количеством дефектов. Этот метод часто используется для сварки тонкостенных деталей и для нанесения тонких слоев стеллита 6.
Газовая металлическая дуговая сварка (ГМДС или MIG/MAG)
ГМДС является высокопроизводительным методом сварки, который заключается в использовании плавящейся проволоки в качестве электрода. Защита сварочной ванны от воздействия атмосферы обеспечивается активным (CO2) или инертным (аргоном или гелием) газом. ГМДС позволяет сваривать детали из различных материалов и в различных пространственных положениях. Этот метод широко используется для сварки больших объемов деталей и для нанесения толстых слоев стеллита 6. Высококачественную стеллит 6 процедура сварки можно выполнить с помощью профессионального оборудования, которое предлагает компания Shenyang TOP New Material Co., Ltd.
Плазменная наплавка
Плазменная наплавка является одним из самых передовых методов нанесения стеллит 6. Он заключается в использовании плазменной дуги для расплавления порошка стеллита 6 и его нанесения на поверхность детали. Плазменная наплавка позволяет получать сварные швы с высокой степенью точности, однородности и минимальным количеством дефектов. Этот метод часто используется для нанесения сложных геометрических форм и для восстановления изношенных деталей.
Выбор материалов для сварки стеллитом 6
При выборе материалов для сварки стеллит 6 необходимо учитывать следующие факторы:
- Материал детали
- Условия эксплуатации детали
- Требования к сварному шву
В качестве присадочного материала для сварки стеллитом 6 обычно используются сварочные проволоки или электроды, изготовленные из стеллита 6 или других кобальтовых сплавов, например стеллит 12. Важно выбирать материалы, которые совместимы с материалом детали и обеспечивают требуемые характеристики сварного шва.
Контроль качества сварки стеллитом 6
Контроль качества сварки стеллит 6 является важным этапом, который позволяет выявить и устранить дефекты сварного шва. Контроль качества может включать следующие методы:
- Визуальный осмотр
- Ультразвуковой контроль
- Рентгенографический контроль
- Капиллярный контроль
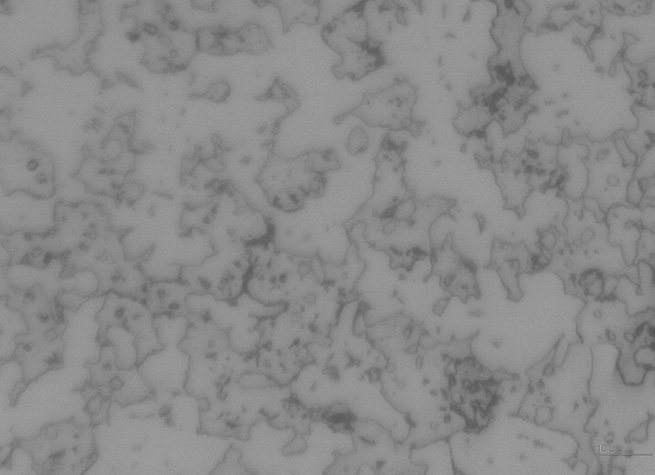
- Металлографический анализ
Выбор метода контроля качества зависит от требований к сварному шву и доступности оборудования.
Параметры сварки стеллитом 6
Параметры сварки стеллит 6 играют важную роль в обеспечении качества сварного шва. Основными параметрами сварки являются:
- Сварочный ток
- Напряжение дуги
- Скорость сварки
- Расход защитного газа
- Температура предварительного нагрева
Выбор параметров сварки зависит от материала детали, толщины наносимого слоя стеллита 6 и выбранного метода сварки. Рекомендуемые параметры сварки обычно указываются в инструкциях по эксплуатации сварочного оборудования и в технических документах на сварочные материалы.
Примерные параметры ручной дуговой сварки электродом со стеллитом 6 для различных толщин стеллитового слоя представлены в таблице:
| Толщина слоя стеллита, мм | Сварочный ток, А | Напряжение дуги, В | Скорость сварки, мм/мин |
|---|---|---|---|
| 1 | 90-110 | 22-24 | 150-200 |
| 2 | 110-130 | 24-26 | 120-170 |
| 3 | 130-150 | 26-28 | 100-150 |
Примечание: Данные являются ориентировочными и могут изменяться в зависимости от конкретных условий сварки.
Области применения стеллита 6
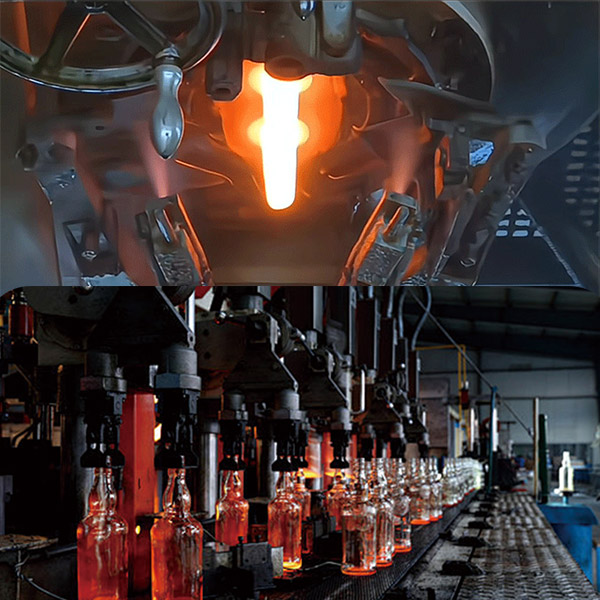
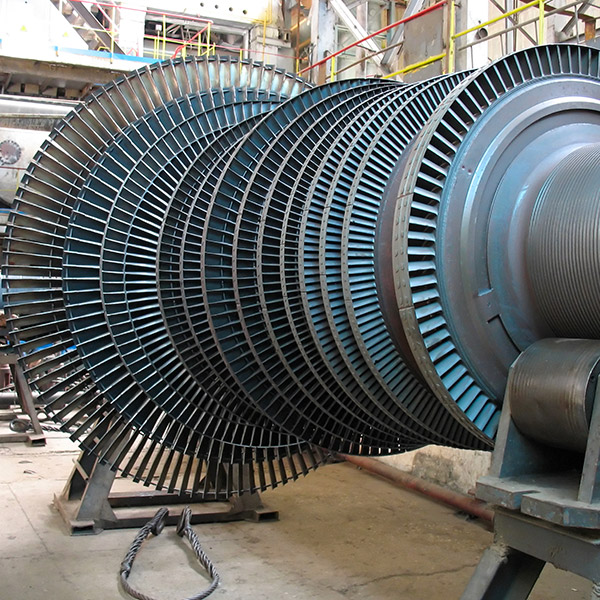
Стеллит 6 широко применяется в различных отраслях промышленности для защиты деталей, подверженных интенсивному износу и агрессивным средам. Примеры применения стеллита 6:
- Клапаны двигателей внутреннего сгорания
- Лопатки турбин
- Детали насосов
- Буровые инструменты
- Ножи и лезвия
- Штампы и пресс-формы
Заключение
Стеллит 6 процедура сварки является эффективным способом повышения износостойкости, коррозионной стойкости и термостойкости деталей. Правильный выбор метода сварки, материалов и параметров сварки, а также тщательный контроль качества сварного шва позволяют получать высококачественные покрытия, которые обеспечивают длительный срок службы деталей в самых тяжелых условиях эксплуатации.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты



Связанный поиск
Связанный поиск- Дешевые цементированного карбида 6 материал
- Что такое материал Стеллит?
- Производители стеллитового сплава 1 твердость
- OEM Цементированный карбид 6 HF кислорода
- Дешевые вольфрам-хром-кобальтовый сплав 21 сварочный стержень
- Поставщики стеллитового сплава 6dents
- Растрескивание стеллита 6
- стеллит 1 вмятина cmu
- Дешевые стеллитовый сплав пластины для продажи
- Штанга








