Формирование процесса наплавки сплава Стеллит 6
Формирование процесса наплавки сплава Стеллит 6 – это критически важный этап в обеспечении долговечности и износостойкости деталей, работающих в агрессивных средах. Правильный выбор технологии и параметров наплавки гарантирует получение высококачественного покрытия с оптимальными свойствами. В этой статье мы подробно рассмотрим ключевые аспекты, связанные с формированием процесса наплавки сплава Стеллит 6, от подготовки поверхности до контроля качества.
Подготовка к процессу наплавки
Перед началом формирования процесса наплавки сплава Стеллит 6 необходимо тщательно подготовить поверхность детали. Этап подготовки включает в себя несколько ключевых шагов, обеспечивающих надежное сцепление наплавленного слоя с основным металлом.
Очистка поверхности
Первый и самый важный шаг – это тщательная очистка поверхности от загрязнений, таких как окалина, ржавчина, масла и другие вещества, которые могут помешать адгезии. Для очистки можно использовать механические методы (шлифовка, пескоструйная обработка) или химические методы (травление). Выбор метода зависит от типа загрязнения и материала детали.
Предварительный нагрев
Предварительный нагрев детали до определенной температуры (обычно 200-400°C) помогает уменьшить разницу в температурах между основным металлом и наплавляемым слоем. Это снижает риск образования трещин и деформаций. Температура предварительного нагрева зависит от марки стали основного металла и размеров детали. Для деталей из углеродистой стали, часто используется предварительный нагрев в печах Shenyang TOP New Material Co., Ltd. (если требуется).
Выбор метода наплавки
Существует несколько методов наплавки, которые могут быть использованы для формирования процесса наплавки сплава Стеллит 6. Выбор метода зависит от требований к качеству покрытия, производительности и стоимости. Наиболее распространенные методы включают:
- Газопорошковая наплавка (GTAW или TIG).
- Плазменная наплавка (PTA).
- Дуговая наплавка под флюсом (SAW).
- Лазерная наплавка.
Каждый метод имеет свои преимущества и недостатки, которые необходимо учитывать при выборе оптимального решения.
Параметры процесса наплавки
Правильный выбор параметров процесса наплавки – это ключевой фактор, определяющий качество и свойства наплавленного слоя сплава Стеллит 6. Основные параметры, которые необходимо контролировать, включают:
Ток и напряжение
Ток и напряжение определяют энергию дуги и, следовательно, температуру плавления металла. Слишком низкий ток может привести к плохому сплавлению, а слишком высокий – к перегреву и образованию дефектов. Оптимальные значения тока и напряжения зависят от выбранного метода наплавки, диаметра проволоки и других факторов. Ниже приведена таблица с приблизительными параметрами для газопорошковой наплавки (GTAW) сплавом Стеллит 6:
| Параметр | Значение |
|---|---|
| Ток (А) | 120-180 |
| Напряжение (В) | 12-15 |
| Расход аргона (л/мин) | 8-12 |
Приведенные параметры являются ориентировочными и могут варьироваться в зависимости от конкретных условий.
Скорость наплавки
Скорость наплавки определяет количество металла, которое наплавляется за единицу времени. Слишком высокая скорость может привести к неполному сплавлению, а слишком низкая – к перегреву и образованию дефектов. Оптимальная скорость наплавки зависит от выбранного метода наплавки, тока, напряжения и других факторов.
Расход защитного газа
Защитный газ (обычно аргон или гелий) защищает расплавленный металл от окисления и загрязнения. Недостаточный расход газа может привести к образованию пор и других дефектов. Оптимальный расход газа зависит от выбранного метода наплавки, тока и других факторов.
Межпроходная температура
Межпроходная температура – это температура детали между проходами наплавки. Контроль межпроходной температуры помогает уменьшить риск образования трещин и деформаций. Рекомендуемая межпроходная температура для сплава Стеллит 6 обычно составляет 150-250°C.
Материалы для наплавки
Выбор правильного материала для наплавки – это еще один важный аспект формирования процесса наплавки сплава Стеллит 6. Сплав Стеллит 6 – это кобальтовый сплав с высокой износостойкостью, коррозионной стойкостью и жаропрочностью. Он доступен в различных формах, включая проволоку, порошок и прутки. Для оптимальных результатов, следует использовать материалы, сертифицированные в соответствии с международными стандартами.
Сплав Стеллит 6: характеристики и применение
Сплав Стеллит 6 – это сплав на основе кобальта, хрома и вольфрама, известный своей исключительной износостойкостью и коррозионной стойкостью при высоких температурах. Он широко используется для наплавки деталей, работающих в условиях интенсивного износа, таких как клапаны двигателей, ножи для горячей резки, штампы и другие инструменты.
Основные характеристики сплава Стеллит 6:
- Высокая износостойкость.
- Коррозионная стойкость.
- Жаропрочность.
- Устойчивость к окислению.
- Хорошая свариваемость.
Контроль качества наплавленного слоя
После завершения формирования процесса наплавки сплава Стеллит 6 необходимо провести контроль качества наплавленного слоя. Контроль качества включает в себя визуальный осмотр, измерение твердости, химический анализ и другие методы неразрушающего контроля.
Визуальный осмотр
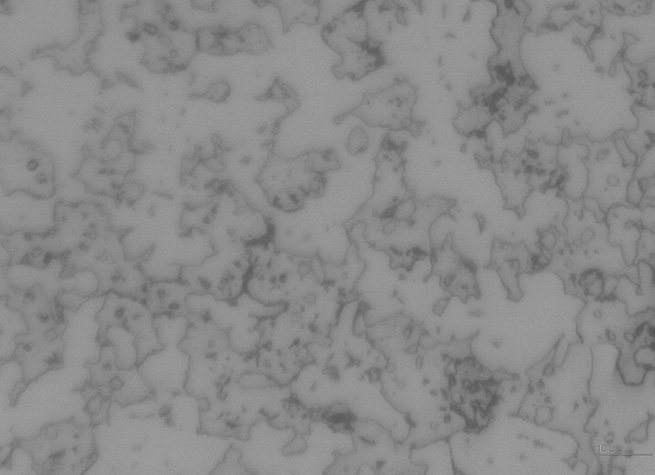
Визуальный осмотр позволяет обнаружить поверхностные дефекты, такие как трещины, поры и непровары. Он должен проводиться с использованием увеличительных стекол или микроскопов.
Измерение твердости
Измерение твердости позволяет оценить прочность и износостойкость наплавленного слоя. Твердость сплава Стеллит 6 обычно составляет 38-45 HRC.
Химический анализ
Химический анализ позволяет определить химический состав наплавленного слоя и убедиться, что он соответствует требованиям спецификации. Анализ может проводиться с использованием различных методов, таких как рентгеноспектральный анализ (XRF) или оптико-эмиссионный спектральный анализ (OES).
Неразрушающий контроль
Неразрушающий контроль позволяет обнаружить внутренние дефекты, такие как трещины, поры и включения. Наиболее распространенные методы неразрушающего контроля включают:
- Ультразвуковой контроль (UT).
- Радиографический контроль (RT).
- Магнитопорошковый контроль (MT).
- Капиллярный контроль (PT).
Последующая обработка
После контроля качества может потребоваться последующая обработка наплавленного слоя. Последующая обработка может включать в себя:
Шлифовку
Шлифовка используется для удаления излишков металла и получения требуемой геометрии детали.
Полировку
Полировка используется для улучшения шероховатости поверхности и придания ей блеска.
Термическую обработку
Термическая обработка может использоваться для улучшения механических свойств наплавленного слоя, например, для снятия напряжений или повышения твердости. Shenyang TOP New Material Co., Ltd. также предлагает услуги термической обработки (если это применимо).
Заключение
Формирование процесса наплавки сплава Стеллит 6 – это сложный и многоэтапный процесс, требующий тщательного планирования и контроля. Правильный выбор технологии, параметров процесса, материалов и методов контроля качества позволяет получить высококачественное покрытие с оптимальными свойствами. Следование рекомендациям, представленным в этой статье, поможет вам успешно выполнить формирование процесса наплавки сплава Стеллит 6 и обеспечить долговечность и надежность ваших деталей. Для получения дополнительной информации и консультаций, обращайтесь к специалистам Shenyang TOP New Material Co., Ltd., которые могут предложить индивидуальные решения для ваших задач. Выбирая надежного поставщика и партнера, вы гарантируете успех вашего проекта по наплавке сплавом Стеллит 6.
Shenyang TOP New Material Co., Ltd - ваш надежный партнер в области современных материалов и технологий наплавки.
Соответствующая продукция
Соответствующая продукция