


Цена установки вольфрам-хром-кобальтовый сплав №3 вдавливание
В последние годы наблюдается растущий интерес к сплавам на основе вольфрама, хрома и кобальта, особенно в областях, требующих высокой износостойкости и жаропрочности. Часто, при обсуждении вдавливания таких сплавов, можно встретить упрощенные представления о процессе. Хочется поделиться своим опытом – как успешным, так и не совсем, чтобы дать более реалистичную картину. Речь пойдет не о теоретических расчетах, а о практических нюансах, которые часто ускользают от внимания.
Обзор: от теории к практике при работе с вдавливанием специальных сплавов
Цель этой статьи – не дать исчерпывающий теоретический разбор. Скорее, это попытка систематизировать знания, накопленные за годы работы с вдавливанием сплава вольфрам-хром-кобальт №3 и сопутствующими материалами. Мы рассмотрим ключевые параметры процесса, возможные проблемы и пути их решения, а также поделимся практическими рекомендациями, основанными на реальном опыте.
Подготовка к вдавливанию: выбор параметров и материалов
Первый и, пожалуй, самый важный этап – подготовка к процессу. Здесь необходимо учитывать множество факторов: чистоту и однородность исходного сплава, характеристики пуансона и матрицы, а также параметры оборудования. Мы обычно начинаем с тщательного анализа технологической документации, разработанной производителем сплава. Там можно найти рекомендованные режимы вдавливания, но часто они требуют корректировки с учетом конкретных условий производства.
Например, часто встречается проблема образования трещин в материале при слишком высоких температурах. В наших экспериментах с вдавливанием сплава №3, мы обнаружили, что снижение температуры на 10-15 градусов может существенно повысить прочность готовых деталей. Это, конечно, требует проведения дополнительных исследований и калибровки параметров.
Оптимизация параметров вдавливания: давление, скорость и температура
Параметры вдавливания – это то, что определяет качество готовой детали. Давление должно быть достаточным для обеспечения полного заполнения матрицы, но не чрезмерным, чтобы не привести к деформации материала. Скорость вдавливания также играет важную роль – слишком высокая скорость может привести к неравномерному распределению давления и образованию дефектов.
Что касается температуры, то она влияет на пластичность материала и его способность к деформации. Для сплава №3, оптимальная температура обычно находится в диапазоне градусов Цельсия. Однако, необходимо учитывать, что каждый тип сплава имеет свои особенности, и рекомендуется проводить пробные партии для определения оптимальной температуры.
Проблемы и решения при вдавливании сплава №3
Вдавливание сплава №3, как и любого другого сложного сплава, сопряжено с рядом проблем. Одной из наиболее распространенных является образование дефектов на поверхности готовой детали. Это может быть связано с неравномерным распределением давления, недостаточной смазкой или загрязнениями в материале.
Мы часто сталкивались с проблемой образования 'бульбашек' в сплаве. Это случается, когда в процессе вдавливания происходит выделение газов. Для решения этой проблемы мы используем вакуумную камеру и тщательно контролируем чистоту материала.
Контроль качества и послеобработка деталей вдавливания
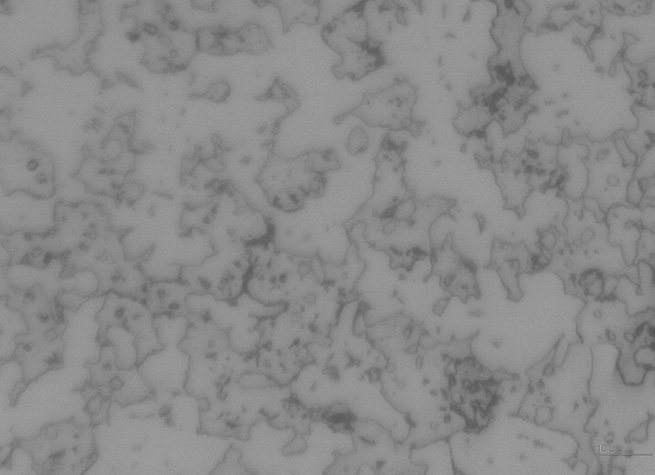
После завершения процесса вдавливания, необходимо провести контроль качества готовых деталей. Это может включать в себя визуальный осмотр, ультразвуковой контроль и другие методы неразрушающего контроля. Также может потребоваться дополнительная обработка, такая как механическая обработка или термическая обработка, для улучшения геометрических размеров и механических свойств.
Важно понимать, что контроль качества не является одноразовым мероприятием, а является частью производственного процесса. Регулярный контроль качества позволяет выявлять и устранять проблемы на ранних стадиях, что позволяет снизить количество брака и повысить надежность готовых изделий.
Практический пример работы с вдавливанием сплава №3 в Shenyang TOP New Material Co., Ltd
В нашей компании, Shenyang TOP New Material Co., Ltd, мы имеем значительный опыт работы с вдавливанием сплава вольфрам-хром-кобальт №3. Мы успешно используем эту технологию для производства различных деталей, включая компоненты для высокотемпературных печей, износостойкие подшипники и элементы для авиационной промышленности.
Недавно мы реализовали проект по производству деталей для газотурбинных двигателей. В этом проекте мы столкнулись с необходимостью обеспечения высокой точности и износостойкости деталей. Для этого мы оптимизировали параметры вдавливания и использовали современные методы контроля качества. Результат превзошел наши ожидания – мы смогли произвести детали, которые соответствуют самым высоким требованиям.
Опыт работы с различными типами матриц и пуансонов
Выбор матрицы и пуансона – это критически важный этап при вдавливании. Материал матрицы должен быть более твердым, чем материал пуансона, чтобы выдерживать высокие нагрузки. Также необходимо учитывать геометрию матрицы и пуансона, чтобы обеспечить равномерное распределение давления и избежать образования дефектов.
Мы имеем опыт работы с различными типами матриц и пуансонов, включая стальные, закаленные и керамические. Выбор материала зависит от требований к износостойкости и температуре эксплуатации деталей.
Выводы и рекомендации
Вдавливание сплава вольфрам-хром-кобальт №3 – это сложный технологический процесс, который требует тщательной подготовки и контроля. Не существует универсального решения, и для достижения оптимальных результатов необходимо учитывать множество факторов.
Мы надеемся, что эта статья поможет вам получить более глубокое понимание процесса вдавливания и избежать распространенных ошибок. Если у вас возникнут какие-либо вопросы, пожалуйста, обращайтесь к нам. Shenyang TOP New Material Co., Ltd всегда готова поделиться своим опытом и знаниями.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
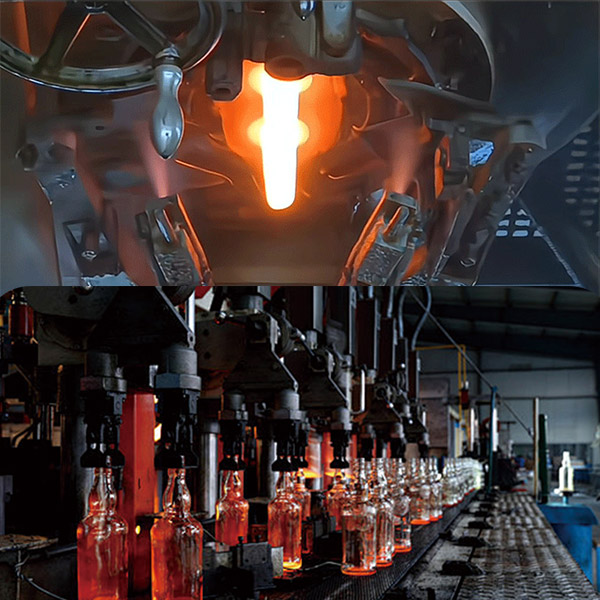 Стекольная промышленность
Стекольная промышленность -
 Стержни из сплава Стеллит
Стержни из сплава Стеллит -
 Стеллит Ленточные Пилы
Стеллит Ленточные Пилы -
 Ножи для резки расплавленного стекла
Ножи для резки расплавленного стекла -
 Защитная трубка термопары
Защитная трубка термопары -
 Стеллитовые полосы
Стеллитовые полосы -
 Пара Клапанная
Пара Клапанная -
 Нож подводного гранулятора
Нож подводного гранулятора -
 Арматура для клапанов гомогенизации
Арматура для клапанов гомогенизации -
 Медная отжимная пресс-форма и алюминиевая отжимная пресс-форма
Медная отжимная пресс-форма и алюминиевая отжимная пресс-форма -
 Стеллит 6B
Стеллит 6B -
 Ротор
Ротор








