


Заводы по производству стеллитового сплава 6bearbeiten
В последнее время наблюдается повышенный интерес к сплавам на основе стали, особенно к сплавам, используемым в качестве абразивных материалов. Часто, когда говорят о 'сплавах', подразумевают что-то очень сложное и дорогое. А на самом деле, в основе многих промышленных применений лежит хорошо оптимизированная технология производства именно таких сплавов. Заводы, занимающиеся производством стеллитового сплава, это не только металлургия, но и глубокая химия, термодинамика, и, конечно, огромный опыт, накопленный годами.
Обзор: Почему так важен контроль качества при производстве стеллитового сплава?
Суть в том, что стеллитовый сплав – это не просто смесь металлов, а сложная композиция, где каждый элемент играет свою роль. Небольшое отклонение в процентном соотношении может полностью изменить свойства готового продукта. Именно поэтому контроль качества на всех этапах – от подготовки шихты до конечного термообработки – абсолютно необходим. Недостаточный контроль может привести к непредсказуемости свойств, преждевременному износу или даже полному браку партии. И, знаете, даже самые передовые технологии не компенсируют плохой контроль качества – это всегда 'узкое место'.
Подготовка шихты: основа всего процесса
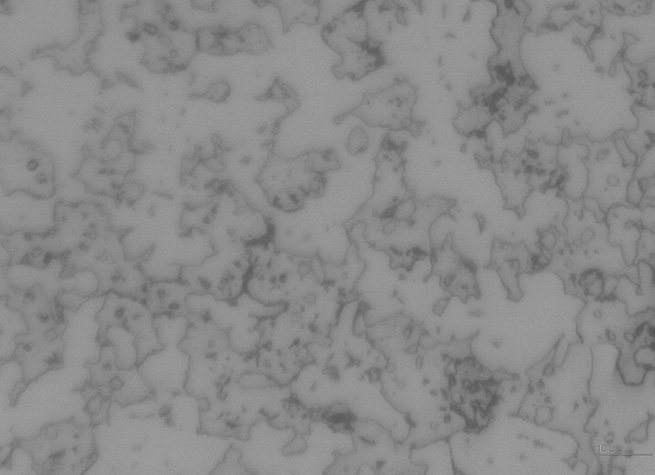
Первый и, пожалуй, самый важный этап – это подготовка шихты. Здесь нужно учитывать не только чистоту используемого сырья, но и точное соответствие заданной рецептуре. В нашем случае, это сплавы на основе железа с добавлением керамических частиц, как правило, карбида вольфрама, карбида тантана и других. Размер частиц, их дисперсность и даже форма – всё это влияет на структуру конечного материала и, соответственно, на его абразивные свойства. Мы работаем с поставщиками сырья, у которых очень строгие требования к чистоте и размеру частиц. Приходилось сталкиваться с ситуациями, когда небольшое изменение в параметрах сырья приводило к значительным отклонениям в результатах испытаний готового изделия.
Знаете, многие считают, что достаточно просто смешать компоненты. Это, конечно, ошибка. Смешивание шихты происходит в специальных экструдерах или мельницах, где важно обеспечить гомогенность смеси. Неравномерное распределение керамических частиц – это прямой путь к неоднородности свойств готового сплава. Мы используем вакуумные мельницы для достижения максимальной однородности, но даже с ними приходится постоянно следить за процессом и вносить корректировки.
Металлопламеное напыление: тонкости процесса
Самый распространенный способ получения стеллитового сплава – это металлопламеное напыление. В этом процессе расплавленный металл с керамическими частицами наносится на поверхность детали с помощью плазменной горелки. Здесь, на первый взгляд, все просто, но на практике возникает множество нюансов. Например, необходимо правильно подобрать параметры плазмы (давление, расход газа, мощность), чтобы обеспечить оптимальный расплав металла и равномерное распределение керамики. Неправильные параметры могут привести к образованию дефектов в напыленном слое, таких как поры, трещины или неплотное прилегание к основанию.
Лично я помню один случай, когда мы испытывали серьезные проблемы с адгезией напыленного слоя к стальной поверхности. Оказалось, что мы недостаточно тщательно очищали поверхность перед напылением, и на ней оставались следы масла и грязи. Это привело к тому, что керамические частицы не могли правильно закрепиться в металлической матрице, и слой быстро отслаивался. В итоге пришлось переделать всю партию.
Термообработка: финальный штрих
После напыления следует термообработка, которая позволяет улучшить механические свойства стеллитового сплава. Обычно это отжиг с последующей закалкой. Параметры термообработки (температура, время выдержки, скорость охлаждения) должны быть тщательно подобраны для каждого конкретного типа сплава. Перегрев может привести к снижению твердости и износостойкости, а недогрев – к образованию внутренних напряжений.
В нашей компании используется специализированное оборудование для термообработки, которое позволяет точно контролировать температуру и время выдержки. Но даже с таким оборудованием нужно постоянно проводить испытания готовых изделий, чтобы убедиться, что параметры термообработки соответствуют заданным требованиям. Иногда приходится корректировать параметры термообработки на основе результатов испытаний.
Побочные проблемы и их решения
Одной из частых проблем при производстве стеллитового сплава является образование трещин в напыленном слое. Это особенно актуально для деталей сложной формы с острыми углами. Причина трещин обычно связана с высокими остаточными напряжениями в напыленном слое. Для борьбы с этой проблемой мы используем специальные методы снятия остаточных напряжений, такие как термомеханическая обработка или импульсная термообработка.
Износостойкость и реальное применение
Стеллитовые сплавы, произведенные с соблюдением всех технологических требований, отличаются высокой износостойкостью и долговечностью. Они широко используются в различных отраслях промышленности: от горнодобывающей до пищевой. Например, стеллитовые сплавы применяются для изготовления абразивных ножей, матриц для формования пластмасс, а также для защиты оборудования от износа.
Заключение
Производство стеллитового сплава – это сложный и многогранный процесс, требующий глубоких знаний и опыта. Контроль качества на всех этапах производства – это залог получения надежных и долговечных изделий. И, как показывает практика, даже при наличии современного оборудования и передовых технологий, человеческий фактор остается одним из ключевых. Постоянное обучение, обмен опытом и внимательное отношение к деталям – это те факторы, которые позволяют нам успешно решать самые сложные задачи в области производства абразивных материалов.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
Связанный поиск- стеллитовое покрытие клапанов
- Стеллит 21 химия
- OEM сплав стеллита
- Сварочный стержень Стеллит
- Дешевые цементированного карбида 6 HF кислорода
- Цена на сплав стеллит 4
- Кобальтовый сплав против нержавеющей стали
- Стандарт литейного производства стеллита 6astm
- Производитель вольфрам-хром-кобальтовый сплав 3 свойства материала
- Цена протравливания стеллитового сплава 6








